Общий каталог Dormer Pramet 2017 - страница 816
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016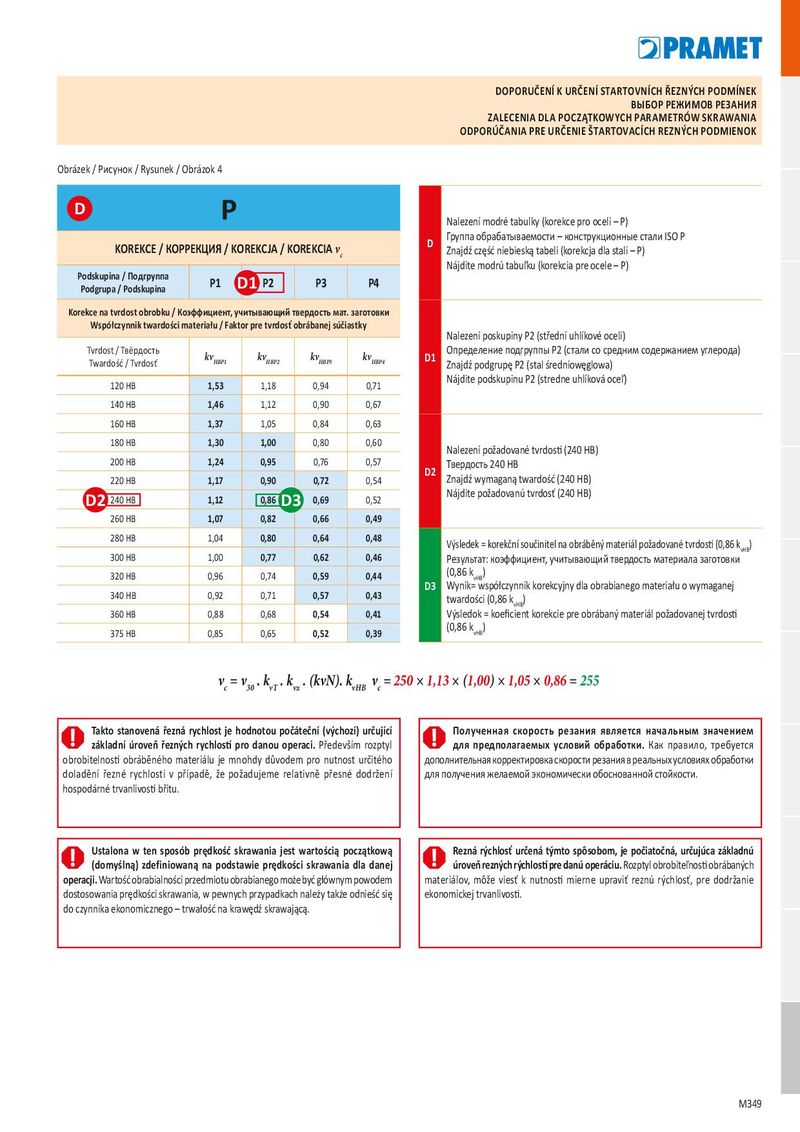
DOPORUČENÍ K URČENÍ STARTOVNÍCH ŘEZNÝCH PODMÍNEK ВЫБОР РЕЖИМОВ РЕЗАНИЯ ZALECENIA DL A POCZĄTKOWYCH PARAMETRÓW SKRAWANIA ODPORÚČANIA PRE URČENIE ŠTARTOVACÍCH REZNÝCH PODMIENOK Obrázek / Рисунок / Rysunek / Obrázok 4 D P Nalezení modré tabulky (korekce pro oceli – P) Группа обрабатываемости – конструкционные стали ISO P D KOREKCE / КОРРЕКЦИЯ / KOREKCJA / KOREKCIA v c Znajdź część niebieską tabeli (korekcja dla stali – P) Nájdite modrú tabuľku (korekcia pre ocele – P) Podskupina / Подгруппа P1 P2 P3 P4 Podgrupa / Podskupina D1 Korekce na tvrdost obrobku / Коэффициент, учитывающий твердость мат. заготовки Współczynnik twardości materiału / Faktor pre tvrdosť obrábanej súčiastky Nalezení poskupiny P2 (střední uhlíkové oceli) Tvrdost / Твёрдость Определение подгруппы P2 (стали со средним содержанием углерода) kv HBP1 kv HBP2 kv HBP3 kv HBP4 D1 Twardość / Tvrdosť Znajdź podgrupę P2 (stal średniowęglowa) Nájdite podskupinu P2 (stredne uhlíková oceľ) 120 HB 1,53 1,18 0,94 0,71 140 HB 1,46 1,12 0,90 0,67 160 HB 1,37 1,05 0,84 0,63 180 HB 1,30 1,00 0,80 0,60 Nalezení požadované tvrdosti (240 HB) 200 HB 1,24 0,95 0,76 0,57 Твердость 240 HB D2 220 HB 1,17 0,90 0,72 0,54 Znajdź wymaganą twardość (240 HB) Nájdite požadovanú tvrdosť (240 HB) D2 240 HB 1,12 0,86 D3 0,69 0,52 260 HB 1,07 0,82 0,66 0,49 280 HB 1,04 0,80 0,64 0,48 Výsledek = korekční součinitel na obráběný materiál požadované tvrdosti (0,86 k vHB ) 300 HB 1,00 0,77 0,62 0,46 Результат: коэффициент, учитывающий твердость материала заготовки 320 HB 0,96 0,74 0,59 0,44 (0,86 k vHB ) D3 Wynik= współczynnik korekcyjny dla obrabianego materiału o wymaganej 340 HB 0,92 0,71 0,57 0,43 twardości (0,86 k vHB ) 360 HB 0,88 0,68 0,54 0,41 Výsledok = koeficient korekcie pre obrábaný materiál požadovanej tvrdosti (0,86 k 375 HB 0,85 0,65 0,52 0,39 vHB ) v = v . k . k . (kvN). k v = 250 × 1,13 × (1,00) × 1,05 × 0,86 = 255 c 30 vT vx vHB c Takto stanovená řezná rychlost je hodnotou počáteční (výchozí) určující Полученная скорость резания является начальным значением základní úroveň řezných rychlostí pro danou operaci. Především rozptyl для предполагаемых условий обработки. Как правило, требуется obrobitelnosti obráběného materiálu je mnohdy důvodem pro nutnost určitého дополнительная корректировка скорости резания в реальных условиях обработки doladění řezné rychlosti v případě, že požadujeme relativně přesné dodržení для получения желаемой экономически обоснованной стойкости. hospodárné trvanlivosti břitu. Ustalona w ten sposób prędkość skrawania jest wartością początkową Rezná rýchlosť určená týmto spôsobom, je počiatočná, určujúca základnú (domyślną) zdefiniowaną na podstawie prędkości skrawania dla danej úroveň rezných rýchlostí pre danú operáciu. Rozptyl obrobiteľnosti obrábaných operacji. Wartość obrabialności przedmiotu obrabianego może być głównym powodem materiálov, môže viesť k nutnosti mierne upraviť reznú rýchlosť, pre dodržanie dostosowania prędkości skrawania, w pewnych przypadkach należy także odnieść się ekonomickej trvanlivosti. do czynnika ekonomicznego – trwałość na krawędź skrawającą. M349