Общий каталог Dormer Pramet 2017 - страница 419
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016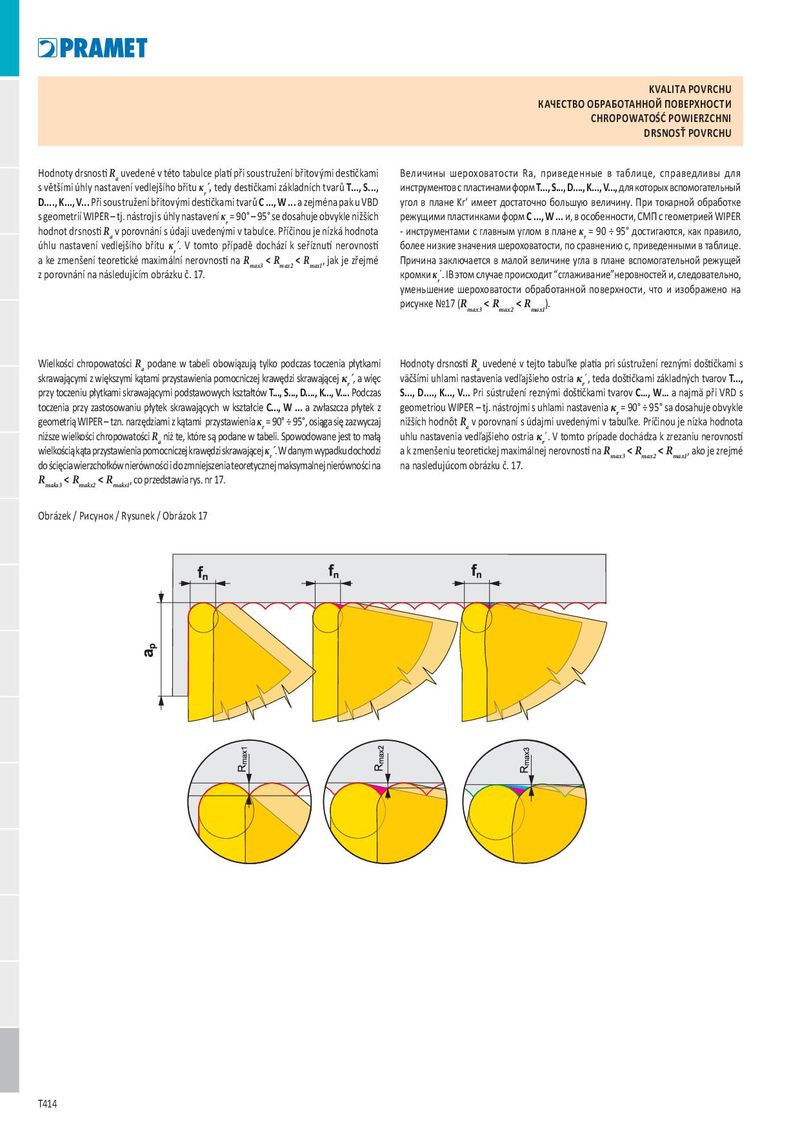
KVALITA POVRCHU КАЧЕСТВО ОБРАБОТАННОЙ ПОВЕРХНОСТИ CHROPOWATOŚĆ POWIERZCHNI DRSNOSŤ POVRCHU Hodnoty drsnosti R a uvedené v této tabulce platí při soustružení břitovými destičkami Величины шероховатости Ra, приведенные в таблице, справедливы для s většími úhly nastavení vedlejšího břitu κ r ´, tedy destičkami základních tvarů T..., S..., инструментов с пластинами форм T..., S..., D...., K..., V..., для которых вспомогательный D...., K..., V... Při soustružení břitovými destičkami tvarů C ..., W ... a zejména pak u VBD угол в плане Kr‘ имеет достаточно большую величину. При токарной обработке s geometrií WIPER – tj. nástroji s úhly nastavení κ r = 90° – 95° se dosahuje obvykle nižších режущими пластинками форм C ..., W ... и, в особенности, СМП с геометрией WIPER hodnot drsnosti R a v porovnání s údaji uvedenými v tabulce. Příčinou je nízká hodnota - инструментами с главным углом в плане κ r = 90 ÷ 95° достигаются, как правило, úhlu nastavení vedlejšího břitu κ r ´. V tomto případě dochází k seříznutí nerovností более низкие значения шероховатости, по сравнению с, приведенными в таблице. a ke zmenšení teoretické maximální nerovnosti na R max3 < R max2 < R max1 , jak je zřejmé Причина заключается в малой величине угла в плане вспомогательной режущей z porovnání na následujícím obrázku č. 17. кромки κ r ´. IВ этом случае происходит “сглаживание”неровностей и, следовательно, уменьшение шероховатости обработанной поверхности, что и изображено на рисунке №17 (R max3 < R max2 < R max1 ). Wielkości chropowatości R a podane w tabeli obowiązują tylko podczas toczenia płytkami Hodnoty drsnosti R a uvedené v tejto tabuľke platia pri sústružení reznými doštičkami s skrawającymi z większymi kątami przystawienia pomocniczej krawędzi skrawającej κ r ´, a więc väčšími uhlami nastavenia vedľajšieho ostria κ r ´, teda doštičkami základných tvarov T..., przy toczeniu płytkami skrawającymi podstawowych kształtów T..., S..., D...., K..., V.... Podczas S..., D...., K..., V... Pri sústružení reznými doštičkami tvarov C…, W… a najmä při VRD s toczenia przy zastosowaniu płytek skrawających w kształcie C..., W ... a zwłaszcza płytek z geometriou WIPER – tj. nástrojmi s uhlami nastavenia κ r = 90° ÷ 95° sa dosahuje obvykle geometrią WIPER – tzn. narzędziami z kątami przystawienia κ r = 90° ÷ 95°, osiąga się zazwyczaj nižších hodnôt R a v porovnaní s údajmi uvedenými v tabuľke. Príčinou je nízka hodnota niższe wielkości chropowatości R a niż te, które są podane w tabeli. Spowodowane jest to małą uhlu nastavenia vedľajšieho ostria κ r ´. V tomto prípade dochádza k zrezaniu nerovností wielkością kąta przystawienia pomocniczej krawędzi skrawającej κ r ´. W danym wypadku dochodzi a k zmenšeniu teoretickej maximálnej nerovnosti na R max3 < R max2 < R max1 , ako je zrejmé do ścięcia wierzchołków nierówności i do zmniejszenia teoretycznej maksymalnej nierówności na na nasledujúcom obrázku č. 17. R maks3 < R maks2 < R maks1 , co przedstawia rys. nr 17. Obrázek / Рисунок / Rysunek / Obrázok 17 T414