Общий каталог Dormer Pramet 2017 - страница 1010
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016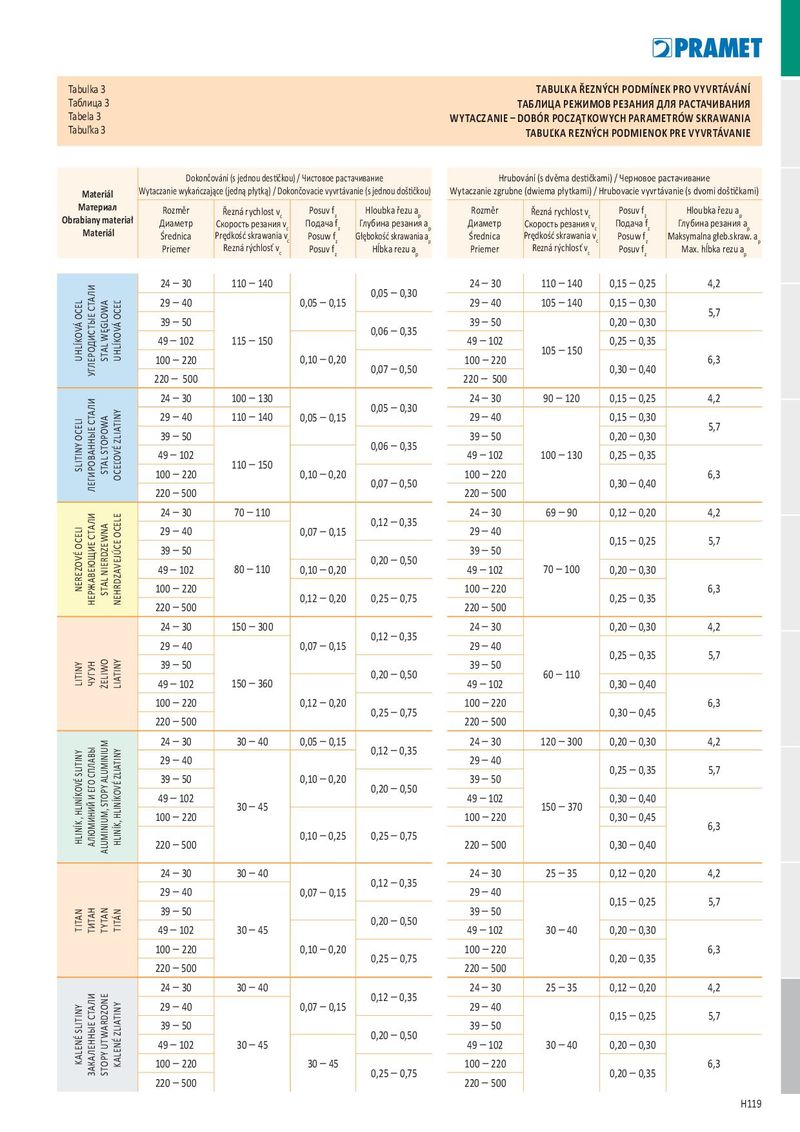
Tabulka 3 TABULK A ŘEZNÝCH PODMÍNEK PRO V Y VRTÁVÁNÍ Таблица 3 ТАБЛИЦА РЕЖИМОВ РЕЗАНИЯ Д ЛЯ РАСТАЧИВАНИЯ Tabela 3 WY TACZANIE – DOBÓR POCZĄTKOWYCH PARAMETRÓW SKRAWANIA Tabuľka 3 TABUĽKA REZNÝCH PODMIENOK PRE VYVRTÁVANIE Dokončování (s jednou destičkou) / Чистовое растачивание Hrubování (s dvěma destičkami) / Черновое растачивание Materiál Wytaczanie wykańczające (jedną płytką) / Dokončovacie vyvrtávanie (s jednou doštičkou) Wytaczanie zgrubne (dwiema płytkami) / Hrubovacie vyvrtávanie (s dvomi doštičkami) Материал Rozměr Řezná rychlost v Posuv f c z Hloubka řezu a p Rozměr Řezná rychlost v Posuv f c z Hloubka řezu a p Obrabiany materiał Диаметр Скорость резания v c Подача f z Глубина резания a p Диаметр Скорость резания v c Подача f z Глубина резания a p Materiál Średnica Prędkość skrawania v c Posuw f z Głębokość skrawania a p Średnica Prędkość skrawania v c Posuw f z Maksymalna głeb.skraw. a p Priemer Rezná rýchlosť v c Posuv f z Hĺbka rezu a p Priemer Rezná rýchlosť v c Posuv f z Max. hĺbka rezu a p 24 – 30 110 – 140 24 – 30 110 – 140 0,15 – 0,25 4,2 0,05 – 0,30 29 – 40 0,05 – 0,15 29 – 40 105 – 140 0,15 – 0,30 5,7 39 – 50 39 – 50 0,20 – 0,30 0,06 – 0,35 49 – 102 115 – 150 49 – 102 0,25 – 0,35 105 – 150 UHLÍKOVÁ OCEL STAL WĘGLOWA UHLÍKOVÁ OCEĽ 100 – 220 0,10 – 0,20 100 – 220 6,3 УГЛЕРОДИС ТЫЕ С ТА ЛИ 0,07 – 0,50 0,30 – 0,40 220 – 500 220 – 500 24 – 30 100 – 130 24 – 30 90 – 120 0,15 – 0,25 4,2 0,05 – 0,30 29 – 40 110 – 140 0,05 – 0,15 29 – 40 0,15 – 0,30 5,7 39 – 50 39 – 50 0,20 – 0,30 0,06 – 0,35 49 – 102 49 – 102 100 – 130 0,25 – 0,35 SLITINY OCELI 110 – 150 STAL STOPOWA OCEĽOVÉ ZLIATINY 100 – 220 0,10 – 0,20 100 – 220 6,3 0,07 – 0,50 0,30 – 0,40 ЛЕГИРОВАННЫЕ С ТА ЛИ 220 – 500 220 – 500 24 – 30 70 – 110 24 – 30 69 – 90 0,12 – 0,20 4,2 0,12 – 0,35 29 – 40 0,07 – 0,15 29 – 40 0,15 – 0,25 5,7 39 – 50 39 – 50 0,20 – 0,50 49 – 102 80 – 110 0,10 – 0,20 49 – 102 70 – 100 0,20 – 0,30 NEREZOVÉ OCELI STAL NIERDZEWNA 100 – 220 100 – 220 6,3 НЕРЖАВЕЮЩИЕ С ТА ЛИ NEHRDZAVEJÚCE OCELE 0,12 – 0,20 0,25 – 0,75 0,25 – 0,35 220 – 500 220 – 500 24 – 30 150 – 300 24 – 30 0,20 – 0,30 4,2 0,12 – 0,35 29 – 40 0,07 – 0,15 29 – 40 0,25 – 0,35 5,7 39 – 50 39 – 50 0,20 – 0,50 60 – 110 LITINY ЧУГ УН ŻELIWO LIATINY 49 – 102 150 – 360 49 – 102 0,30 – 0,40 100 – 220 0,12 – 0,20 100 – 220 6,3 0,25 – 0,75 0,30 – 0,45 220 – 500 220 – 500 24 – 30 30 – 40 0,05 – 0,15 24 – 30 120 – 300 0,20 – 0,30 4,2 0,12 – 0,35 29 – 40 29 – 40 0,25 – 0,35 5,7 39 – 50 0,10 – 0,20 39 – 50 0,20 – 0,50 49 – 102 49 – 102 0,30 – 0,40 30 – 45 150 – 370 100 – 220 100 – 220 0,30 – 0,45 6,3 0,10 – 0,25 0,25 – 0,75 HLINÍK , HLINÍKOVÉ SLITINY А ЛЮМИНИЙ И ЕГО СПЛАВЫ HLINÍK, HLINÍKOVÉ ZLIATINY 220 – 500 220 – 500 0,30 – 0,40 ALUMINIUM, STOPY ALUMINIUM 24 – 30 30 – 40 24 – 30 25 – 35 0,12 – 0,20 4,2 0,12 – 0,35 29 – 40 0,07 – 0,15 29 – 40 0,15 – 0,25 5,7 39 – 50 39 – 50 0,20 – 0,50 TITAN ТИТАН T Y TAN TITÁN 49 – 102 30 – 45 49 – 102 30 – 40 0,20 – 0,30 100 – 220 0,10 – 0,20 100 – 220 6,3 0,25 – 0,75 0,20 – 0,35 220 – 500 220 – 500 24 – 30 30 – 40 24 – 30 25 – 35 0,12 – 0,20 4,2 0,12 – 0,35 29 – 40 0,07 – 0,15 29 – 40 0,15 – 0,25 5,7 39 – 50 39 – 50 0,20 – 0,50 49 – 102 30 – 45 49 – 102 30 – 40 0,20 – 0,30 KALENÉ SLITINY KALENÉ ZLIATINY 100 – 220 30 – 45 100 – 220 6,3 ЗАКА ЛЕННЫЕ С ТА ЛИ STOPY UT WARDZONE 0,25 – 0,75 0,20 – 0,35 220 – 500 220 – 500 H119