Общий каталог Dijet 2018 - страница 519
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском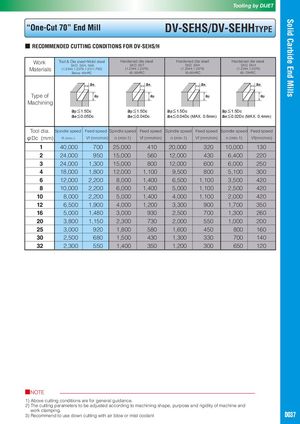
Solid Carbide End Mills Tooling by DIJET “One-Cut 70” End Mill DV-SEHS/DV-SEHHTYPE ■ RECOMMENDED CUTTING CONDITIONS FOR DV-SEHS/H Work Tool & Die stee・l Mold steelSKD, SKH, NAK Hardened die steelSKD, SKT Hardened die steelSKD, SKH Hardened die steelSKD, SKH Materials (1.2344,1.2379,1.2311,P20) (1.2344,1.2379) (1.2344,1.2379) (1.2344,1.2379) Below 45HRC 45-55HRC 55-65HRC 65-70HRC ae ae ae ae Type of ap ap ap ap Machining ap≦1.5Dc ap≦1.5Dc ap≦1.5Dc ap≦1.5Dc ae≦0.05Dc ae≦0.04Dc ae≦0.04Dc (MAX. 0.6mm) ae≦0.02Dc (MAX. 0.4mm) Tool dia. Spindle speed Feed speed Spindle speed Feed speed Spindle speed Feed speed Spindle speed Feed speed φDc (mm) n (min-1) Vf (mm/min) n (min-1) Vf (mm/min) n (min-1) Vf (mm/min) n (min-1) Vf(mm/min) 1 40,000 700 25,000 410 20,000 320 10,000 130 2 24,000 950 15,000 560 12,000 430 6,400 220 3 24,000 1,300 15,000 800 12,000 600 6,000 250 4 18,000 1,800 12,000 1,100 9,500 800 5,100 300 6 12,000 2,200 8,000 1,400 6,500 1,100 3,500 420 8 10,000 2,200 6,000 1,400 5,000 1,100 2,500 420 10 8,000 2,200 5,000 1,400 4,000 1,100 2,000 420 12 6,500 1,900 4,000 1,200 3,300 900 1,700 350 16 5,000 1,480 3,000 930 2,500 700 1,300 260 20 3,800 1,150 2,300 730 2,000 550 1,000 200 25 3,000 920 1,800 580 1,600 450 800 160 30 2,500 680 1,500 430 1,300 330 700 140 32 2,300 550 1,400 350 1,200 300 650 120 ■NOTE 1) Above cutting conditions are for general guidance. 2) The cutting parameters to be adjusted according to machining shape, purpose and rigidity of machine and work clamping.3) Recommend to use down cutting with air blow or mist coolant D037