Общий каталог Dijet 2018 - страница 413
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском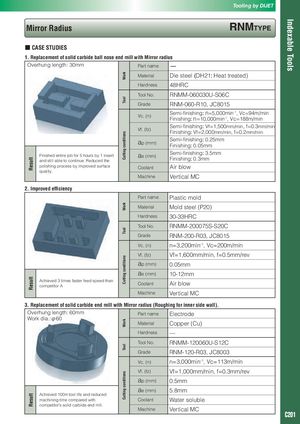
Indexable Tools ResultResultResult WorkToolCutting conditionsWorkToolCutting conditionsWorkToolCutting conditions Tooling by DIJET Mirror Radius RnMTyPE ■ CASE STUDIES 1. Replacement of solid carbide ball nose end mill with Mirror radius Overhung length: 30mm Part name Material Die steel (DH21: Heat treated) Hardness 48HRC Tool No. RNMM-060030U-S06C Grade RNM-060-R10, JC8015 Vc, (n) Semi-finishing: n=5,000min-1, Vc=94m/minFinishing: n=10,000min-1, Vc=188m/min Vf, (fz) Semi-finishing: Vf=1,500mm/min, f=0.3mm/minFinishing: Vf=2,000mm/min, f=0.2mm/min ap (mm) Semi-finishing: 0.25mmFinishing: 0.05mm Finished entire job for 5 hours by 1 insertand still able to continue. Reduced theae (mm)Semi-finishing: 3.5mmFinishing: 0.3mm polishing process by improved surface Coolant Air blow quality. Machine Vertical MC 2. Improved efficiency Part name Plastic mold Material Mold steel (P20) Hardness 30-33HRC Tool No. RNMM-200075S-S20C Grade RNM-200-R03, JC8015 Vc, (n) n=3,200min-1, Vc=200m/min Vf, (fz) Vf=1,600mm/min, f=0.5mm/rev ap (mm) 0.05mm ae (mm) 10-12mm Achieved 3 times faster feed speed thancompetitor A Coolant Air blow Machine Vertical MC 3. Replacement of solid carbide end mill with Mirror radius (Roughing for inner side wall). Overhung length: 60mm Part name Electrode Work dia.:φ60 Material Copper (Cu) Hardness — Tool No. RNMM-120060U-S12C Grade RNM-120-R03, JC8003 Vc, (n) n=3,000min-1, Vc=113m/min Vf, (fz) Vf=1,000mm/min, f=0.3mm/rev ap (mm) 0.5mm ae (mm) 5.8mm Achieved 100m tool life and reduced machining time compared with Coolant Water soluble competitor’s solid carbide end mill. Machine Vertical MC C201