Общий каталог Dijet 2018 - страница 379
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском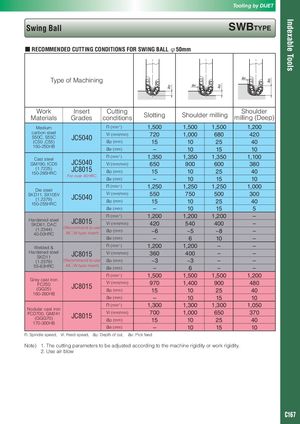
Indexable Tools ap ap ap Tooling by DIJET Swing Ball SWBTyPE ■ RECOMMENDED CUTTING CONDITIONS FOR SWING BALL φ50mm Type of Machining ae ae WorkMaterials Insert CuttingGradesconditionsSlotting Shoulder milling Shouldermilling (Deep) Medium n (min-1) 1,500 1,500 1,500 1,200 carbon steelS50C, S55C(C50 ,C55)JC5040Vf (mm/min)ap (mm) 72015 1,000 6801025 42040 150-250HB ae (mm) – 10 15 10 Cast steelGM190, ICD5JC5040 n (min-1)Vf (mm/min)1,350650 1,350 1,350900600 1,100380 (1.7225)150-285HRCJC8015 ap (mm)For over 40HRCae (mm)15– 10 251015 4010 n (min-1) 1,250 1,250 1,250 1,000 Die steel SKD11, SX105V(1.2379)JC5040150-255HRC Vf (mm/min)ap (mm) 55015 750 5001025 30040 ae (mm) – 10 15 5 n (min-1) 1,200 1,200 1,200 – Hardened steelSKD61, DACJC8015 Vf (mm/min) 420 540 400 – (1.2344)40-50HRC(Recommend to use-M○W type insert)ap (mm)~6 ~5 ~8 – ae (mm) – 6 10 – Welded & n (min-1) 1,200 1,200 – – Hardened steelSKD11JC8015(1.2379)(Recommend to useVf (mm/min)ap (mm)360~3 400 –~3– –– 55-63HRC -M○W type insert) ae (mm) – 6 – – n (min-1) 1,500 1,500 1,500 1,200 Grey cast ironFC250(GG25)JC8015 Vf (mm/min)ap (mm) 97015 1,400 9001025 48040 160-260HB ae (mm) – 10 15 10 n (min-1) 1,300 1,300 1,300 1,050 Nodular cast iron FCD700, GM241(GGG70)JC8015 Vf (mm/min)ap (mm)170-300HB70015 1,000 6501025 37040 ae (mm) – 10 15 10 n: Spindle speed, Vf: Feed speed, ap: Depth of cut, ae: Pick feed Note) 1. The cutting parameters to be adjusted according to the machine rigidity or work rigidity. 2. Use air blow C167