Общий каталог Dijet 2018 - страница 363
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском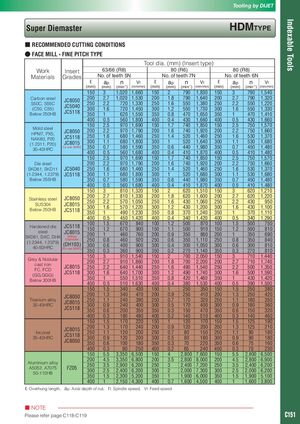
Indexable Tools Tooling by DIJET Super Diemaster HDMTyPE ■ RECOMMENDED CUTTING CONDITIONS ● FACE MILL • FINE PITCH TYPE Tool dia. (mm) (Insert type) Work Insert 63/66 (R8) 80 (R6) 80 (R8) Materials Grades No. of teeth 5N No. of teeth 7N No. of teeth 6N ℓ ap n Vf ℓ ap n Vf ℓ ap n Vf (mm) (mm) (min-1) (mm/min) (mm) (mm) (min-1) (mm/min) (mm) (mm) (min-1) (mm/min) 150 3 1,020 1,660 150 2 790 1,830 150 3 790 1,540 Carbon steelS50C, S55C(C50, C55)Below 250HBJC8050JC5040JC51182002503003502.71,0201,5302.27201,3301.67201,45016201,5502002503003501.81.61.20.87901,6402005501,3802505501,7303004701,6503502.77901,3202.25501,2201.65501,33014701,410 400 0.5 560 1,800 400 0.4 430 1,660 400 0.5 430 1,660 150 2.5 970 1,690 150 1.7 740 1,850 150 2.5 750 1,570 Mold steelHPM7, PX5,NAK80, P20(1.2311, P20)30-43HRCJC8050JC5118JC8015For over 40HRC2002503003504002.21.61.10.70.59701,7902001.67401,9202006801,4602501.45201,4602506801,80030015201,6403005801,5903500.64401,9803505601,6804000.44101,8704002.27501,6601.65301,3701.15301,6800.74501,4800.54101,480 150 2.5 970 1,690 150 1.7 740 1,850 150 2.5 750 1,570 Die steel 200 2.2 970 1,790 200 1.6 740 1,920 200 2.2 750 1,660 SKD61, SKD11 JC5040 250 1.6 680 1,460 250 1.4 520 1,460 250 1.6 530 1,370 (1.2344, 1.2379) JC5118 300 1.1 680 1,800 300 1 520 1,680 300 1.1 530 1,680 Below 255HB 350 0.7 580 1,590 350 0.6 440 1,980 350 0.7 450 1,480 400 0.5 560 1,680 400 0.4 410 1,870 400 0.5 410 1,480 150 3 810 1,320 150 2 620 1,510 150 3 620 1,210 Stainless steelSUS304Below 250HBJC8050JC8015JC51182002503003502.72.21.618101,330200 1.8 620 1,600 2005701,0502501.64301,0602505701,2203001.24301,2003004901,2303500.83701,2403502.76201,2202.24309501.64301,10013701,110 400 0.5 450 1,420 400 0.4 340 1,420 400 0.5 340 1,290 Hardened die JC5118steelJC8015SKD61, DAC, DHAWithoutChipbreaker(1.2344, 1.2379)(DH103)40-50HRC(For over 50HRC)1001502002503003501.51.210.80.60.36708401001.25008701006709001501.15009101504607602000.93508602004609202500.63501,1102504009003000.43001,0503003609003500.22701,1403501.55001.250013500.83500.63000.3270750810690840810810 Grey & Nodularcast ironFC, FCD(GG,GGG)JC8015JC5118Below 300HB15020025030035040032.72.21.610.59101,54015027002,050 1509101,8602001.87002,2002006401,4402501.64901,5402506401,7003001.24901,7403005501,5103500.84201,4603505101,6304000.43801,53040037101,4402.77101,7402.25001,3501.65001,59014301,4200.53901,500 150 1.5 340 430 150 1 250 350 150 1.5 250 380 Titanium alloy35-43HRCJC8050JC8015JC5118 2002503003501.31.10.90.6340470 200 0.9 2502403902500.71702404003000.51702003503500.31504102003202504003004703501.32501.11800.91800.6150420350360320 400 0.3 180 490 400 0.2 140 510 400 0.3 140 460 150 1.5 170 220 150 1 120 170 150 1.5 125 190 Inconel35-43HRCJC8015JC5118JC8050 2002503003501.31.10.90.6170240 200 0.9 120 200 2001202002500.7801502501202003000.5801803001001803500.3702203501.31252101.1901800.9901800.675160 400 0.3 90 250 400 0.2 65 240 400 0.3 70 230 150 5.5 3,350 6,500 150 4 2,800 7,600 150 5.5 2,800 6,500 Aluminium alloyA5052, A7075FZ0550-110HB 200 4.5 3,350 6,800 200 3.5 2,800 8,000 2002503.52,9006,20025032,4007,2002503002.52,4006,20030022,0007,3003003501.52,3005,20035011,9006,0003504.52,8006,9003.52,4006,2002.52,0006,2001.51,9005,100 400 1 2,150 4,300 400 0.7 1,600 4,500 400 1 1,600 3,800 ℓ: Overhung length, ap: Axial depth of cut, n: Spindle speed, Vf: Feed speed ■ NOTE Please refer page C118-C119 C151