Общий каталог Dijet 2018 - страница 364
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском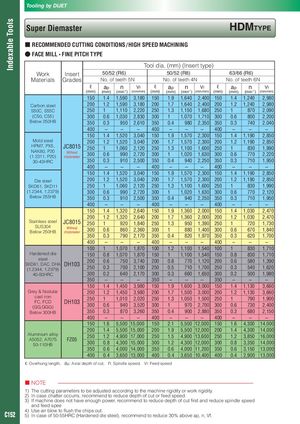
Indexable Tools Tooling by DIJET Super Diemaster HDMTyPE ■ RECOMMENDED CUTTING CONDITIONS / HIGH SPEED MACHINING ● FACE MILL • FINE PITCH TYPE Tool dia. (mm) (Insert type) Work Insert 50/52 (R6) 50/52 (R8) 63/66 (R6) Materials Grades No. of teeth 5N No. of teeth 4N No. of teeth 6N ℓ ap n Vf ℓ ap n Vf ℓ ap n Vf (mm) (mm) (min-1) (mm/min) (mm) (mm) (min-1) (mm/min) (mm) (mm) (min-1) (mm/min) 150 1.4 1,590 3,180 150 1.9 1,640 2,400 150 1.4 1,240 2,980 Carbon steel 200 1.2 1,590 3,180 200 1.7 1,640 2,400 200 1.2 1,240 2,980 S50C, S55C 250 1 1,110 2,220 250 1.3 1,150 1,680 250 1 870 2,090 (C50, C55) 300 0.6 1,030 2,830 300 1 1,070 1,710 300 0.6 800 2,200 Below 250HB 350 0.3 950 2,610 350 0.4 980 2,350 350 0.3 740 2,040 400 – – – 400 – – – 400 – – – 150 1.4 1,520 3,040 150 1.9 1,570 2,300 150 1.4 1,190 2,850 Mold steel 200 1.2 1,520 3,040 200 1.7 1,570 2,300 200 1.2 1,190 2,850 HPM7, PX5,NAK80, P20(1.2311, P20)JC8015250Withoutchipbreaker30011,0602,1202500.69902,7203001.31,1001,600 25011,0201,63030010.6830 1,9907702,220 30-43HRC 350 0.3 910 2,500 350 0.4 940 2,250 350 0.3 710 1,950 400 – – – 400 – – – 400 – – – 150 1.4 1,520 3,040 150 1.9 1,570 2,300 150 1.4 1,190 2,850 Die steel 200 1.2 1,520 3,040 200 1.7 1,570 2,300 200 1.2 1,190 2,850 SKD61, SKD11 250 1 1,060 2,120 250 1.3 1,100 1,600 250 1 830 1,990 (1.2344, 1.2379) 300 0.6 990 2,720 300 1 1,020 1,630 300 0.6 770 2,120 Below 255HB 350 0.3 910 2,500 350 0.4 940 2,250 350 0.3 710 1,950 400 – – – 400 – – – 400 – – – 150 1.4 1,320 2,640 150 1.9 1,360 2,000 150 1.4 1,030 2,470 200 1.2 1,320 2,640 200 1.7 1,360 2,000 200 1.2 1,030 2,470 Stainless steel JC8015 250 1 920 1,840 250 1.3 950 1,390 250 1 720 1,730 SUS304Below 250HB Withoutchipbreaker3000.6 860 2,360 300 1 880 1,400 300 0.6 670 1,840 350 0.3 790 2,170 350 0.4 820 1,970 350 0.3 620 1,700 400 – – – 400 – – – 400 – – – 100 1 1,070 1,870 100 1.2 1,100 1,540 100 1 830 1,710 Hardened die 150 0.8 1,070 1,870 150 1 1,100 1,540 150 0.8 830 1,710 steelSKD61, DAC, DHADH103(1.2344, 1.2379)2002500.60.37503,740 200 0.87002,1002500.57701,120 200 0.67101,7002500.35801,3905401,620 40-50HRC 300 0.2 640 2,170 300 0.3 660 1,650 300 0.2 500 1,980 350 – – – 350 – – – 350 – – – 150 1.4 1,450 3,980 150 1.9 1,600 3,000 150 1.4 1,130 3,660 Grey & Nodular 200 1.2 1,450 3,980 200 1.7 1,500 3,000 200 1.2 1,130 3,660 cast ironFC, FCD(GG,GGG)DH103 250300 1 1,010 2,020 2500.69403,5203001.31,0501,500 25019702,70030010.6790 1,9007302,400 Below 300HB 350 0.3 870 3,260 350 0.4 900 2,880 350 0.3 680 2,150 400 – – – 400 – – – 400 – – – 150 1.6 5,500 15,000 150 2.1 5,500 12,000 150 1.6 4,300 14,000 200 1.4 5,500 15,000 200 1.9 5,500 12,000 200 1.4 4,300 14,000 Aluminium alloyA5052, A7075FZ0550-110HB250 1.2 4,900 17,000 250 1.5 4,900 13,600 250 1.2 3,850 16,0003000.84,30015,0003001.24,30012,0003000.83,35014,000 350 0.6 4,000 14,000 350 0.6 4,000 11,200 350 0.6 3,150 13,000 400 0.4 3,650 13,000 400 0.4 3,650 10,400 400 0.4 2,900 13,000 ℓ: Overhung length, ap: Axial depth of cut, n: Spindle speed, Vf: Feed speed ■ NOTE 1) The cutting parameters to be adjusted according to the machine rigidity or work rigidity. 2) In case chatter occurrs, recommend to reduce depth of cut or feed speed. 3) If machine does not have enough power, recommend to reduce depth of cut first and reduce spindle speed and feed spee C152 4) Use air blow to flush the chips out.5)In case of 50-55HRC (Hardened die steel), recommend to reduce 30% above ap, n, Vf.