Общий каталог Dijet 2018 - страница 323
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском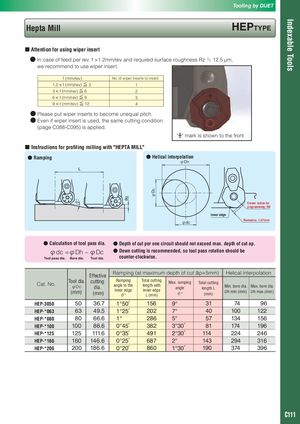
Tooling by DIJET Indexable Tools Hepta Mill HEPTyPE ■ Attention for using wiper insert ● In case of feed per rev. f >1.2mm/rev and required surface roughness Rz ≒ 12.5 μm, we recommend to use wiper insert. f (mm/rev) No. of wiper inserts to install 1.2 < f (mm/rev) ≦ 3 1 3 < f (mm/rev) ≦ 6 2 6 < f (mm/rev) ≦ 9 3 9 < f (mm/rev) ≦ 12 4 ● Please put wiper inserts to become unequal pitch. ● Even if wiper insert is used, the same cutting condition (page C088-C095) is applied. “ ” mark is shown to the front ■ Instructions for profiling milling with "HEPTA MILL" ● Ramping ● Helical interpolation φDh L φDc ap θ° Corner radius for programming: R6 Inner edge Remains: 1.47mm φdC ● Calculation of tool pass dia. ● Depth of cut per one circuit should not exceed max. depth of cut ap. φdc =φDh − φDc ● Down cutting is recommended, so tool pass rotation should be Tool pass dia. Bore dia. Tool dia. counter-clockwise. Ramping (at maximum depth of cut ap=5mm) Helical interpolation Effective Tool dia. cutting Ramping Total cutting Cat. No. Max. ramping Total cutting φDc angle to the length with Min. bore dia. Max. bore dia. dia. inner edge inner edge angle length L (mm) (mm) θ° Dh min (mm) Dh max (mm) θ° L (mm) (mm) HEP-3050 50 36.7 1°50′ 156 9° 31 74 96 HEP-*063 63 49.5 1°25′ 202 7° 40 100 122 HEP-*080 80 66.6 1° 286 5° 57 134 156 HEP-*100 100 86.6 0°45′ 382 3°30′ 81 174 196 HEP-*125 125 111.6 0°35′ 491 2°30′ 114 224 246 HEP-*160 160 146.6 0°25′ 687 2° 143 294 316 HEP-*200 200 186.6 0°20′ 860 1°30′ 190 374 396 C111