Общий каталог Dijet 2018 - страница 200
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском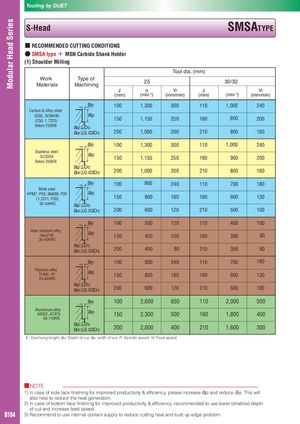
Modular Head Series Tooling by DIJET S-Head SMSATYPE ■ RECOMMENDED CUTTING CONDITIONS ● SMSA type + MSN Carbide Shank Holder (1) Shoulder Milling Tool dia. (mm) Work Type ofMaterialsMachining 25 30/32 ℓ n Vf ℓ Vf (mm) (min-1) (mm/min) (mm) (min-1) (mm/min) ae 100 1,300 300 110 1,000 240 Carbon & Alloy steel S50C, SCM440(C50, 1.7223) ap 150 1,150 250 160 900 200 Below 250HB ap≦Dc ae≦0.03Dc 200 1,000 200 210 800 160 ae 100 1,300 300 110 1,000 240 Stainless steelSUS304 ap 150 1,150 250 160 900 200 Below 250HB ap≦Dc ae≦0.03Dc 200 1,000 200 210 800 160 ae 100 900 240 110 700 180 Mold steelHPM7, PX5, NAK80, P20(1.2311, P20)ap150 800 180 160 600 130 30-43HRC ap≦Dc ae≦0.03Dc 200 600 120 210 500 100 ae 100 500 120 110 400 100 Heat resistant alloyInco718 ap 150 450 100 160 380 90 35-43HRC ap≦Dcae≦0.03Dc 200 400 80 210 350 80 ae 100 900 240 110 700 180 Titanium alloyTi-6AL-4V ap 150 800 180 160 600 130 35-43HRC ap≦Dcae≦0.03Dc 200 600 120 210 500 100 ae 100 2,600 650 110 2,000 500 Aluminium alloyA5052, A7075ap 150 2,300 500 160 1,800 400 50-110HB ap≦Dcae≦0.03Dc 200 2,000 400 210 1,600 300 ℓ: Overhung length, ap: Depth of cut, ae: width of cut, n: Spindle speed, Vf: Feed speed ■NOTE 1) In case of side face finishing for improved productivity & efficiency, please increase ap and reduce ae. This will also help to reduce the heat generation. 2) In case of bottom face finishing for improved productivity & efficiency, recommended to use lower (shallow) depth of cut and increase feed speed. B184 3) Recommend to use internal coolant supply to reduce cutting heat and built up edge problem.