Общий каталог Dijet 2018 - страница 176
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском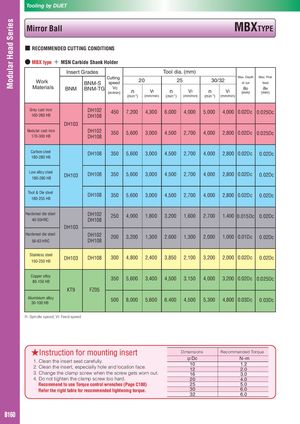
Modular Head Series Tooling by DIJET Mirror Ball MBXTYPE ■ RECOMMENDED CUTTING CONDITIONS ● MBX type + MSN Carbide Shank Holder Insert Grades Tool dia. (mm) Work CuttingBNM-Sspeed 20 Max. Depth Max. Pick2530/32of cutfeed Materials BNM BNM-TG Vc(m/min) n Vf n Vf n Vf ap(mm) ae(mm) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) Grey cast iron160-260 HB DH102DH108450 7,200 4,300 6,000 4,000 5,000 4,000 0.02Dc 0.025Dc DH103 Nodular cast iron170-300 HB DH102 350 5,600 3,000 4,500 2,700 4,000 2,800 0.02Dc 0.025DcDH108 Carbon steel DH108 350 5,600 3,000 4,500 2,700 4,000 2,800 0.02Dc 0.02Dc 180-280 HB Low alloy steel180-280 HBDH103 DH108 350 5,600 3,000 4,500 2,700 4,000 2,800 0.02Dc 0.02Dc Tool & Die steel180-255 HB DH108 350 5,600 3,000 4,500 2,700 4,000 2,800 0.02Dc 0.02Dc Hardened die steel DH102 250 4,000 1,800 3,200 1,600 2,700 1,400 0.015Dc 0.02Dc 40-55HRC DH108 DH103 Hardened die steel DH102 200 3,200 1,300 2,600 1,300 2,000 1,000 0.01Dc 0.02Dc 56-63 HRC DH108 Stainless steel150-250 HBDH103 DH108 300 4,800 2,400 3,850 2,100 3,200 2,000 0.02Dc 0.02Dc Copper alloy80-150 HB 350 5,600 3,400 4,500 3,150 4,000 3,200 0.02Dc 0.025Dc KT9 FZ05 Aluminium alloy30-100 HB 500 8,000 5,600 6,400 4,500 5,300 4,800 0.03Dc 0.03Dc n: Spindle speed, Vf: Feed speed ★Instruction for mounting insert Dimensions Recommended Torque 1. Clean the insert seat carefully.2. Clean the insert, especially hole and location face. φDc1012 N~m1. 22.0 3. Change the clamp screw when the screw gets worn out. 16 3.0 4. Do not tighten the clamp screw too hard. 20 4.0 Recommend to use Torque control wrenches (Page C180) 25 5.0 Refer the right table for recommended tightening torque. 30 6.0 32 6.0 B160