Общий каталог Dijet 2018 - страница 154
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском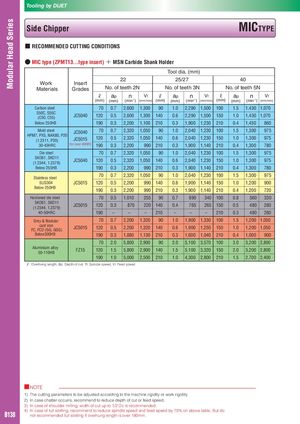
Modular Head Series Tooling by DIJET Side Chipper MICTYPE ■ RECOMMENDED CUTTING CONDITIONS ● MIC type (ZPMT13...type insert) + MSN Carbide Shank Holder Tool dia. (mm) Work Insert 22 25/27 40 Materials Grades No. of teeth 2N No. of teeth 3N No. of teeth 5N ℓ ap n Vf ℓ ap n Vf ℓ ap n Vf (mm) (mm) (min-1) (mm/min) (mm) (mm) (min-1) (mm/min) (mm) (mm) (min-1) (mm/min) Carbon steel 70 0.7 2,600 1,300 90 1.0 2,290 1,500 100 1.5 1,430 1,070 S50C, S55C(C50, C55) JC5040 120 0.5 2,600 1,300 140 0.6 2,290 1,500 150 1.0 1,430 1,070 Below 250HB 190 0.3 2,200 1,100 210 0.3 1,900 1,230 210 0.4 1,430 860 Mold steel JC5040 70 0.7 2,320 1,050 90 1.0 2,040 1,230 100 1.5 1,300 975 HPM7, PX5, NAK80, P20(1.2311, P20)JC5015 120 0.5 2,320 1,050 140 0.6 2,040 1,230 150 1.0 1,300 975 30-43HRC For over 40HRC 190 0.3 2,200 990 210 0.3 1,900 1,140 210 0.4 1,300 780 Die steel 70 0.7 2,320 1,050 90 1.0 2,040 1,230 100 1.5 1,300 975 SKD61, SKD11(1.2344, 1.2379)JC5040 120 0.5 2,320 1,050 140 0.6 2,040 1,230 150 1.0 1,300 975 Below 255HB 190 0.3 2,200 990 210 0.3 1,900 1,140 210 0.4 1,300 780 Stainless steel 70 0.7 2,320 1,050 90 1.0 2,040 1,230 100 1.5 1,300 975 SUS304 JC5015 120 0.5 2,200 990 140 0.6 1,900 1,140 150 1.0 1,200 900 Below 250HB 190 0.3 2,200 990 210 0.3 1,900 1,140 210 0.4 1,200 720 Hardened die steel 70 0.5 1,010 255 90 0.7 890 340 100 0.8 560 330 SKD61, SKD11(1.2344, 1.2379)JC5015 120 0.3 870 220 140 0.4 765 265 150 0.5 480 280 40-50HRC 190 – – – 210 – – – 210 0.3 480 280 Grey & Nodular 70 0.7 2,200 1,320 90 1.0 1,900 1,330 100 1.5 1,200 1,050 cast ironFC, FCD (GG, GGG)JC5015 120 0.5 2,200 1,320 140 0.6 1,900 1,250 150 1.0 1,200 1,050 Below300HB 190 0.3 1,880 1,130 210 0.3 1,600 1,040 210 0.4 1,000 900 70 2.0 5,800 2,900 90 2.0 5,100 3,570 100 3.0 3,200 2,800 Aluminium alloy50-110HB FZ15 120 1.5 5,800 2,900 140 1.5 5,100 3,320 150 2.0 3,200 2,800 190 1.0 5,000 2,500 210 1.0 4,300 2,800 210 1.5 2,700 2,400 ℓ: Overhung length, ap: Depth of cut, n: Spindle speed, Vf: Feed speed ■NOTE 1) The cutting parameters to be adjusted according to the machine rigidity or work rigidity. 2) In case chatter occurrs, recommend to reduce depth of cut or feed speed. 3) In case of shoulder milling, width of cut up to 1/2 Dc is recommended. B138 4) In case of full slotting, recommend to reduce spindle speed and feed speed by 70% on above table. But donot recommended full slotting if overhung length is over 180mm.