Каталог TooTool техническая информация 1 - страница 178
Навигация
 Общий каталог TooTool
Общий каталог TooTool Каталог TooTool монолитные фрезы
Каталог TooTool монолитные фрезы Каталог TooTool техническая информация 2
Каталог TooTool техническая информация 2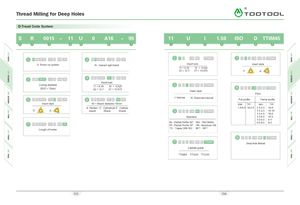
Thread Milling for Deep Holes A\VX D-Tread Code System 0015 D TTIM45 u 6 7 Q Eiisiiiiitiii nun CTBca Q . . iaiaim-i mm CTraca Q mQ ^ (E) TTIM45 ^ EDDD TTIM45 S: Screw on system R: Interanl right hand Insert size Insert style 11 = 6.35 16 = 9.525 22 = 12.7 27 = 15.875 U: M\ A; 0 Hliliiiari BIHI CTEIEil m EI nnitd mm OTSca Insert sizeCutting diameter11 = 6.3516=9.5250015 = 15mm22 = 12.727 = 15.875Q EDQ D (EESB TTIM45 Q ED EI E2E2E TTIM45Insert style Pitch 0 QQ 0 BIB SEffl I: Internal El: External+lnternal Full profile Partial profile Insert style 16 = Shank diameter 16mm mm TPI mm TPI A: Weldon C: Cylindrical E: CarbideU:A:shankShankShank 1.0-8.0 18-2.5 2.5-4.0 10-6Q cn m n ncra fEra a TTIM451.5-2.518-10 1.5-4.0 16-6 Standard 2.5-6.0 10-4 4.0-6.0 6-4 0 EHrUmitd mm CTT3 f%i 60 - Partial Profile 60° ISO - ISO Metric 6.0-8.0 4-355 - Partial Profile 55°UN - American UN Length of holder TR - TrapezDIN 103 NPT - NPT Q HKHDESESB TTIM45 0) EQQJD (E) ^( B TTIM45 Deep hole thread Carbide grade TTIM45 TTIS30 TTIG30 355 356