Каталог TooTool техническая информация 1 - страница 177
Навигация
 Общий каталог TooTool
Общий каталог TooTool Каталог TooTool монолитные фрезы
Каталог TooTool монолитные фрезы Каталог TooTool техническая информация 2
Каталог TooTool техническая информация 2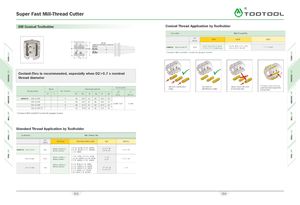
Super Fast Mill-Thread Cutter .A\V/ SM Conical Toolholder Conical Thread Application by Toolholder Tooholder Min.Thread Dia. A ^ /wwwy . D2(mm) NPT NPTF BSPT HSMC 25 0036-16-05T-PT 35.9* 11/ 4 -11.5;11/ 2 -11.5;2-11.5; 2 1/ 2 -8 (and up)11/4 -11.5;11/ 2 -11.5;2-11.5; 2 1/ 2 -8; 3-811/ 2 -6x11 * For inserts 8NPT and 8NPTF use for CNC program 36.4mm. H Coolant-Thru is recommended, especially when D2 >0.7 x nominal thread diameter Spare partsStockDimensions(mm)DesignationRLNo. of InsertsD1D2dDaHap#screwWrenchSide with identificationmarks.Side withoutidentification marks. Always mount all insertson the same side!To mount insert correctly,push the insert toward thepocket walls. HSMC25 036-16-05T 5 32 36.0 16 38 33.5 25 044-22-06T 6 40 44.0 22 48 38.0 25 SSTM4-3.6P TT-08P 052-27-08T 8 48 52.0 27 60 40.0 25 036-16-05T-PT 5 32 35.9* 16 38 33.5 25 * For inserts 8NPT and 8NPTF use for CNC program 36.4mm. Standard Thread Application by Toolholder Tooholder Min.Thread Dia. D2(mm) ISO(fine) UN/UNF/UNEF/UNS BSF BSP(G) HSMC25 036-16-05T 36.0 M38xl; M39x1.5;M39x2; M40x319 /16 -12UN;15 / 8 -14UNS;19 /16 -16UN;11/ 2 -18UNEF;11/ 2 -20UN "13 /4 -161 3 /4 -12" 11/ 4 -11 044-22-06T 44.0 M48xl; M48xl.5;M48x2; M48x317 / 8 -12UN; 113 /16 -16UN;113 /16 -20UN; 115 / 16 -8UN;17 / 8 -10UNS; 17 / 8 -14UNS "2-162-12" 1 1/2 -11 M55xl; M55x1.5; 2 1/4 -8UN; 2 1/4 -10UN; 052-27-08T 19.0 M55x2; M56x3 2 1/4 -12UN;2 1/4 -14UN;2 1/4 -16UN;2 1/4 -18UN;2 1/4 -20UN;7 / 8 -14UNF; "2 1/ 4 -162 1/ 4 -12" 2-11 7/ 8 -12UN; 7 / 8 -10UNS 353 354