Каталог Sumitomo пластины с алмазными вставками Sumidia - страница 38
Навигация
 Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Каталог Sumitomo микроинструмент
Каталог Sumitomo микроинструмент Техническая информация Sumitomo
Техническая информация Sumitomo Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo твердосплавные заготовки
Каталог Sumitomo твердосплавные заготовки Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами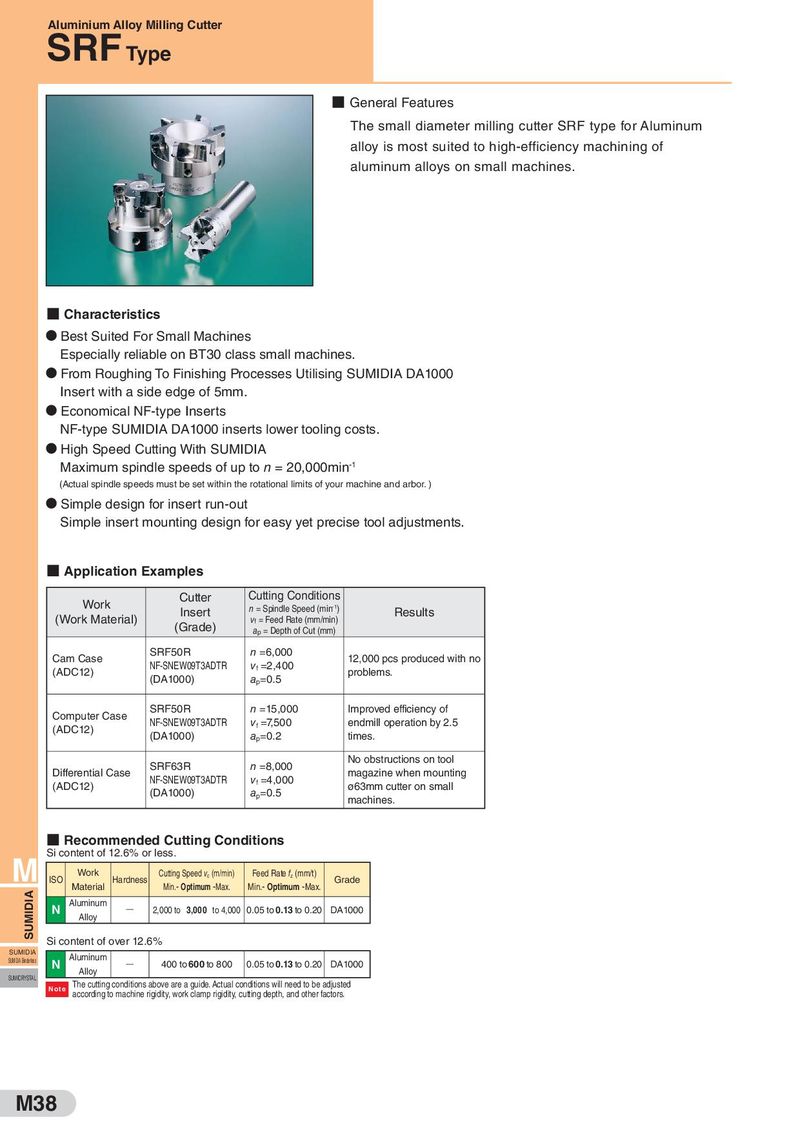
Aluminium Alloy Milling Cutter SRF Type ■ General Features The small diameter milling cutter SRF type for Aluminum alloy is most suited to high-efficiency machining of aluminum alloys on small machines. ■ Characteristics D Best Suited For Small Machines Especially reliable on BT30 class small machines. D From Roughing To Finishing Processes Utilising SUMIDIA DA1000 Insert with a side edge of 5mm. D Economical NF-type Inserts NF-type SUMIDIA DA1000 inserts lower tooling costs. D High Speed Cutting With SUMIDIA Maximum spindle speeds of up to n = 20,000min-1 (Actual spindle speeds must be set within the rotational limits of your machine and arbor. ) D Simple design for insert run-out Simple insert mounting design for easy yet precise tool adjustments. ■ Application Examples Work Cutter Cutting Conditions Insert n = Spindle Speed (min-1) Results (Work Material) (Grade) vf = Feed Rate (mm/min) ap = Depth of Cut (mm) Cam Case SRF50R n =6,000 12,000 pcs produced with no (ADC12) NF-SNEW09T3ADTR vf =2,400 problems. (DA1000) ap=0.5 Computer Case SRF50R n =15,000 Improved efficiency of (ADC12) NF-SNEW09T3ADTR vf =7,500 endmill operation by 2.5 (DA1000) ap=0.2 times. SRF63R n =8,000 No obstructions on tool Differential Case NF-SNEW09T3ADTR vf =4,000 magazine when mounting (ADC12) (DA1000) ap=0.5 ø63mm cutter on small machines. ■ Recommended Cutting Conditions M Si content of 12.6% or less. ISO Work Hardness Cutting Speed vc (m/min) Feed Rate fz (mm/t) Grade SUMIDIA Material Min.- Optimum -Max. Min.- Optimum -Max. N Aluminum Q 2,000 to 3,000 to 4,000 0.05 to 0.13 to 0.20 DA1000 Alloy Si content of over 12.6% SUMIDIA Aluminum SUMIDIA Binderless N Q 400 to 600 to 800 0.05 to 0.13 to 0.20 DA1000 SUMICRYSTAL Alloy Note The cutting conditions above are a guide. Actual conditions will need to be adjusted according to machine rigidity, work clamp rigidity, cutting depth, and other factors. M38