Общий каталог SGS 2018 - страница 69
Навигация
 Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS инструмент для обработки алюминия
Каталог SGS инструмент для обработки алюминия Общий каталог SGS 2015 на русском
Общий каталог SGS 2015 на русском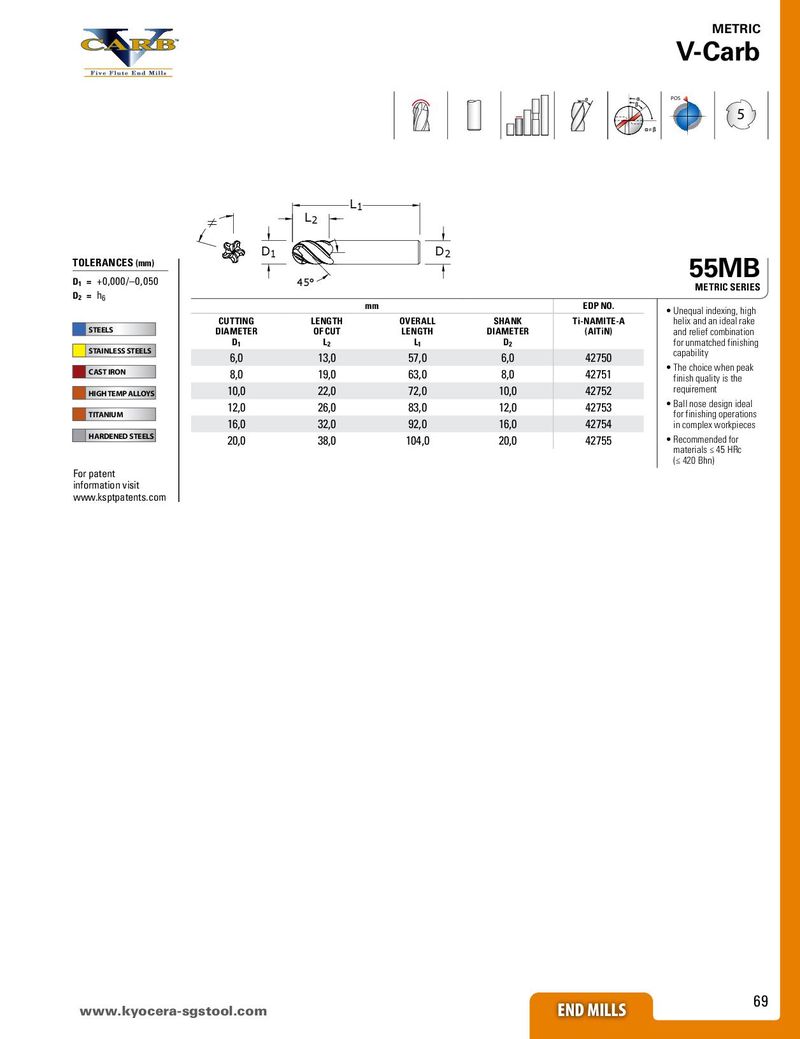
METRIC V-Carb POS 5 ≠ L1 ¹ L2 D1 D2 TOLERANCES (mm) 55MB D1 = +0,000/–0,050 45° METRIC SERIES D2 = h6 mm EDP NO. • Unequal indexing, high CUTTING LENGTH OVERALL SHANK Ti-NAMITE-A helix and an ideal rake STEELS DIAMETER OF CUT LENGTH DIAMETER (AlTiN) and relief combination D1 L2 L1 D2 for unmatched finishing STAINLESS STEELS 6,0 13,0 57,0 6,0 42750 capability CAST IRON 8,0 19,0 63,0 8,0 42751 • The choice when peak finish quality is the HIGH TEMP ALLOYS 10,0 22,0 72,0 10,0 42752 requirement 12,0 26,0 83,0 12,0 42753 • Ball nose design ideal TITANIUM for finishing operations 16,0 32,0 92,0 16,0 42754 in complex workpieces HARDENED STEELS 20,0 38,0 104,0 20,0 42755 • Recommended for materials ≤ 45 HRc (≤ 420 Bhn) For patent information visit www.ksptpatents.com www.kyocerEaN-DsgMstILoLoSl.com END MILLS 69