Общий каталог SGS 2018 - страница 41
Навигация
 Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS инструмент для обработки алюминия
Каталог SGS инструмент для обработки алюминия Общий каталог SGS 2015 на русском
Общий каталог SGS 2015 на русском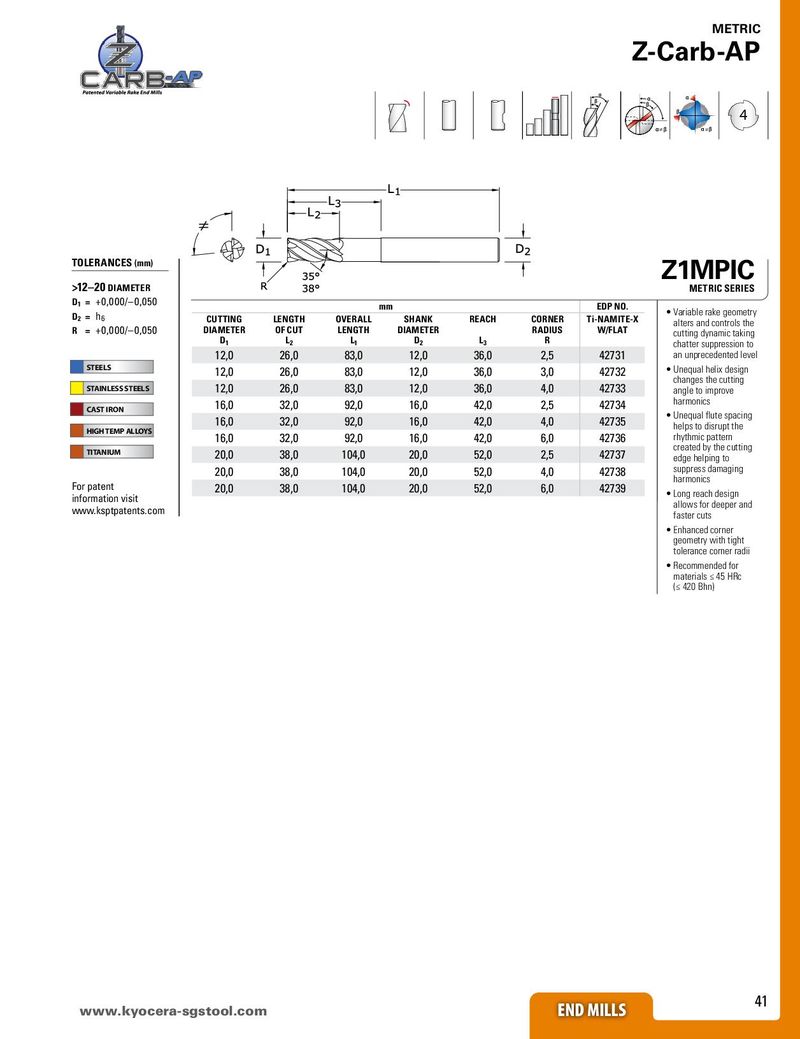
METRIC Z- Carb-AP 4 ≠ ≠ TOLERANCES (mm) Z1MPIC >12–20 DIAMETER METRIC SERIES D1 = +0,000/–0,050 mm EDP NO. D2 = h6 CUTTING LENGTH OVERALL SHANK REACH CORNER Ti-NAMITE-X • Variable rake geometry R = +0,000/–0,050 DIAMETER OF CUT LENGTH DIAMETER RADIUS W/FLAT alters and controls the D1 L2 L1 D2 L3 R cutting dynamic taking chatter suppression to 12,0 26,0 83,0 12,0 36,0 2,5 42731 an unprecedented level STEELS 12,0 26,0 83,0 12,0 36,0 3,0 42732 • Unequal helix design 12,0 26,0 83,0 12,0 36,0 4,0 42733 changes the cutting STAINLESS STEELS angle to improve 16,0 32,0 92,0 16,0 42,0 2,5 42734 harmonics CAST IRON • Unequal flute spacing 16,0 32,0 92,0 16,0 42,0 4,0 42735 helps to disrupt the HIGH TEMP ALLOYS 16,0 32,0 92,0 16,0 42,0 6,0 42736 rhythmic pattern TITANIUM 20,0 38,0 104,0 20,0 52,0 2,5 42737 created by the cutting edge helping to 20,0 38,0 104,0 20,0 52,0 4,0 42738 suppress damaging For patent 20,0 38,0 104,0 20,0 52,0 6,0 42739 harmonics information visit • Long reach design www.ksptpatents.com allows for deeper and faster cuts • Enhanced corner geometry with tight tolerance corner radii • Recommended for materials ≤ 45 HRc (≤ 420 Bhn) www.kyocerEaN-DsgMstILoLoSl.com END MILLS 41