Общий каталог SGS 2018 - страница 21
Навигация
 Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS инструмент для обработки алюминия
Каталог SGS инструмент для обработки алюминия Общий каталог SGS 2015 на русском
Общий каталог SGS 2015 на русском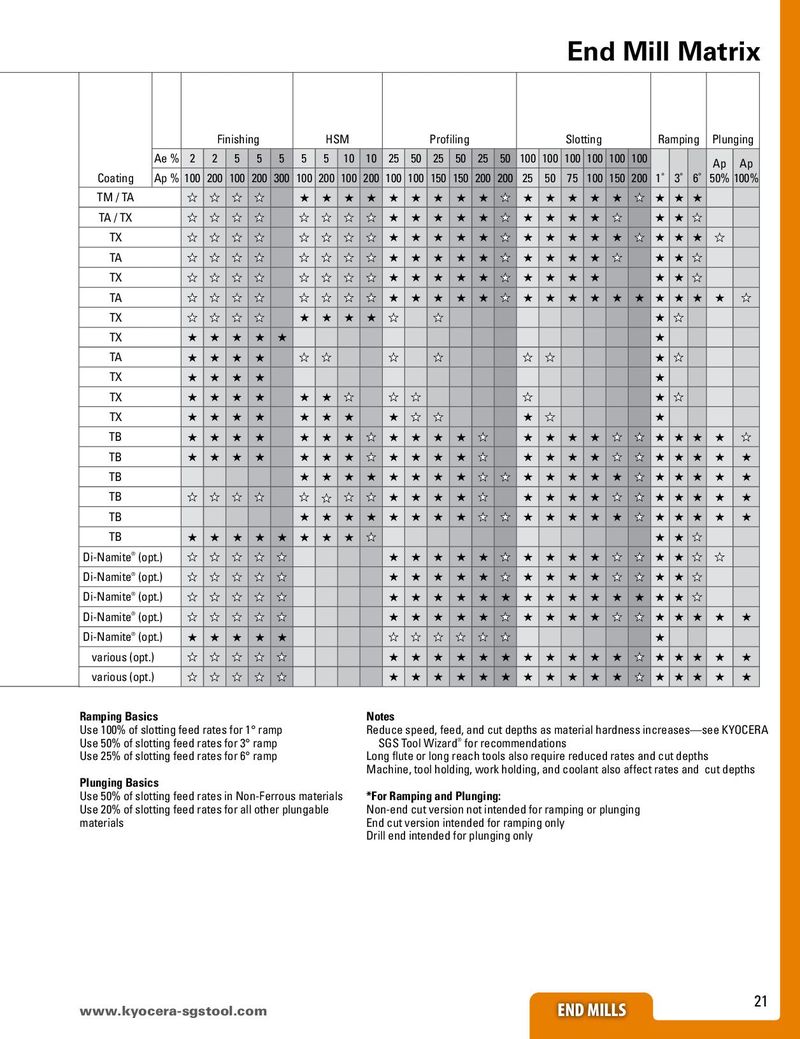
End Mill Matrix Finishing HSM Profiling Slotting Ramping Plunging Ae % 2 2 5 5 5 5 5 10 10 25 50 25 50 25 50 100 100 100 100 100 100 Ap Ap Coating Ap % 100 200 100 200 300 100 200 100 200 100 100 150 150 200 200 25 50 75 100 150 200 1˚ 3˚ 6˚ 50% 100% TM / TA ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ TA / TX ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ TX ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ TA ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ TX ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ TA ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ TX ★ ★ ★ ★ ★ TX ★ ★ ★ ★ ★ ★ TA ★ ★ ★ ★ ★ TX ★ ★ ★ ★ ★ TX ★ ★ ★ ★ ★ ★ ★ TX ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ TB ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ TB ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ TB ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ TB ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ TB ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ TB ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ Di-Namite® (opt.) ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ Di-Namite® (opt.) ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ Di-Namite® (opt.) ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ Di-Namite® (opt.) ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ Di-Namite® (opt.) ★ ★ ★ ★ ★ ★ various (opt.) ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ various (opt.) ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ Ramping Basics Notes Use 100% of slotting feed rates for 1° ramp Reduce speed, feed, and cut depths as material hardness increases—see KYOCERA Use 50% of slotting feed rates for 3° ramp SGS Tool Wizard® for recommendations Use 25% of slotting feed rates for 6° ramp Long flute or long reach tools also require reduced rates and cut depths Machine, tool holding, work holding, and coolant also affect rates and cut depths Plunging Basics Use 50% of slotting feed rates in Non-Ferrous materials *For Ramping and Plunging: Use 20% of slotting feed rates for all other plungable Non-end cut version not intended for ramping or plunging materials End cut version intended for ramping only Drill end intended for plunging only www.kyocerEaN-DsgMstILoLoSl.com END MILLS 21