Каталог Sandvik цельный режущий инструмент 2018 - страница 294
Навигация
 Дополнение к каталогам Sandvik 2020.2
Дополнение к каталогам Sandvik 2020.2 Каталог Sandvik токарные инструменты 2020
Каталог Sandvik токарные инструменты 2020 Каталог Sandvik вращающиеся инструменты 2017
Каталог Sandvik вращающиеся инструменты 2017 Каталог Sandvik вращающийся инструмент 2020
Каталог Sandvik вращающийся инструмент 2020 Дополнение к каталогам Sandvik 2021.1
Дополнение к каталогам Sandvik 2021.1 Каталог Sandvik инструменты для автоматов продольного точения 2018
Каталог Sandvik инструменты для автоматов продольного точения 2018- Цельный режущий инструмент
- ФРЕЗЕРОВАНИЕ
- Универсальные решения
- Цельные твердосплавные концевые фрезы CoroMill®Plura
- Фрезы для тяжёлой черновой обработки
- Фрезы для средней черновой обработки
- Фрезы со стружкоделительными канавками для черновой обработки
- Фрезы со сферическим концом для профильной обработки
- Фрезы для обработки фасок
- Оптимизированные решения
- Цельные твердосплавные концевые фрезы CoroMill®Plura
- Фрезы для тяжёлого фрезерования (HD)
- Фрезы для высокопроизводительной обработки уступов (HFS)
- Фрезы для высокопроизводительной торцевой обработки
- Фрезы общего назначения
- Фрезы для обработки материалов высокой твёрдости
- Фрезы для высокопроизводительной обработки алюминия и других цветных металлов
- Фрезы со стружкоделительными канавками для черновой обработки
- Фрезы для чистовой обработки
- Фрезы для мелкоразмерной обработки
- Фрезы со сферическим концом для мелкоразмерной обработки
- Фрезы для обработки поверхностей тел вращения
- Фрезы со сферическим концом для профильной обработки
- Фрезы для обработки кромок
- Фрезы для нарезания резьбы
- Цельные твердосплавные сменные головки CoroMill®316
- Фрезы для тяжёлого фрезерования (HD)
- Фрезы общего назначения
- Фрезы для высокопроизводительной торцевой обработки
- Фрезы с открытыми стружечными канавками
- Фрезы для высокопроизводительной обработки алюминия и других цветных металлов
- Фрезы со стружкоделительными канавками для черновой обработки
- Фрезы для профильной обработки
- Фрезы для чистовой обработки
- Фрезы для обработки фасок
- Цельные твердосплавные концевые фрезы CoroMill®326
- Фрезы для обработки фасок
- Фрезы для нарезания резьбы
- Инженерные решения
- СВЕРЛЕНИЕ
- Универсальные решения
- CoroDrill®460
- Свёрла для обработки различных материалов
- Оптимизированные решения
- CoroDrill®860
- Свёрла для обработки стали
- Свёрла для обработки нержавеющей стали
- Свёрла для обработки алюминия
- CoroDrill®R846
- Свёрла для обработки жаропрочных сплавов
- CoroDrill®R840
- Свёрла для оптимизации обработки отверстий
- CoroDrill®861
- Свёрла для обработки глубоких отверстий в различных материалах
- CoroDrill®862
- Свёрла для обработки высокоточных отверстий малого диаметра
- CoroDrill®854
- Свёрла для обработки композиционных материалов
- CoroDrill®863
- Свёрла для обработки деталей в аэрокосмической промышленности на станках с ЧПУ, дрелями с автоматической подачей или с помощью роботов
- CoroDrill®452
- Инструменты для обработки композиционных материалов ручными дрелями
- Инженерные решения
- НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ
- Универсальные решения
- CoroTap™ 200
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- UNC
- UNF
- G
- CoroTap™ 300
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- UNC
- UNF
- G
- NPT
- NPTF
- CoroTap™ 400
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- UNC
- UNF
- EGM
- Оптимизированные решения
- CoroTap™ 100
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- UNC
- UNF
- G
- CoroTap™ 200
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- MJ
- UNC
- UNF
- UNJC
- UNJF
- CoroTap™ 300
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- MJ
- UNC
- UNF
- G
- NPT
- NPTF
- UNJC
- UNJF
- EGUNF
- EGUNJF
- CoroTap™ 400
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- UNC
- UNF
- Инженерные решения
- CoroTap™
- CoroTap™ 100
- CoroTap™ 200
- CoroTap™ 300
- CoroTap™ 400
- РАЗВЁРТЫВАНИЕ
- Универсальные решения
- CoroReamer™ 435
- Для обработки различных материалов
- Оптимизированные решения
- CoroReamer™ 835
- Для обработки стали
- Для обработки нержавеющей стали
- CoroReamer™ 830
- Твердосплавная головка
- Адаптер
- Инженерные решения
- ОБЩАЯ ИНФОРМАЦИЯ
- ISO 13399
- Основные формулы
- Ifind
- Восстановление инструмента
- Концепция Coromant по утилизации отходов
- Информация по безопасности
- Обрабатываемые материалы
- Системы обозначения
- CoroMill®Plura
- CoroMill®Plura для резьбонарезания
- CoroTap™
- Тип подвода СОЖ
- Указатель инструмента
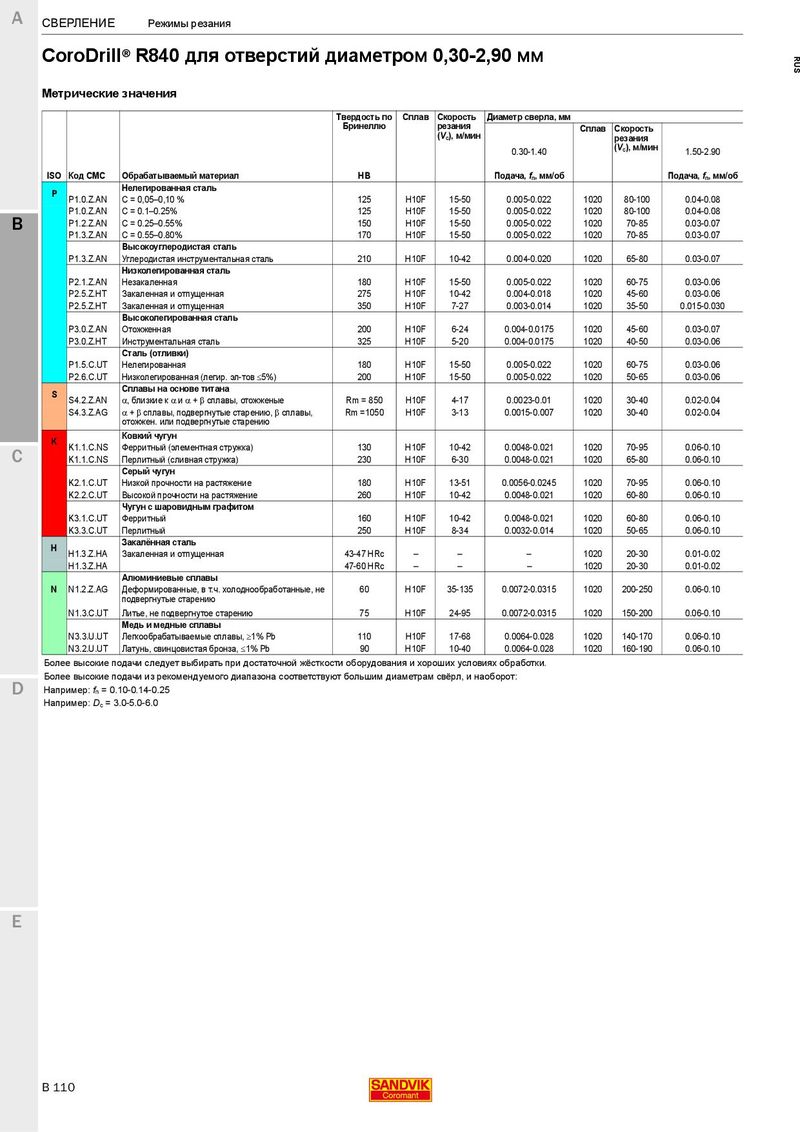
A СВЕРЛЕНИЕ Режимы резания RUS CoroDrill®R840 для отверстий диаметром 0,30-2,90 мм Метрические значения Твердость по Сплав Скорость Диаметр сверла, мм Бринеллю резания Сплав Скорость (V c ), м/мин резания (V ), м/мин 0.30-1.40 c 1.50-2.90 ISO Код CMC Обрабатываемый материал HB Подача, f n , мм/об Подача, f n , мм/об Нелегированная сталь P P1.0.Z.AN C = 0,05–0,10 % 125 H10F 15-50 0.005-0.022 1020 80-100 0.04-0.08 P1.0.Z.AN C = 0.1–0.25% 125 H10F 15-50 0.005-0.022 1020 80-100 0.04-0.08 B P1.2.Z.AN C = 0.25–0.55% 150 H10F 15-50 0.005-0.022 1020 70-85 0.03-0.07 P1.3.Z.AN C = 0.55–0.80% 170 H10F 15-50 0.005-0.022 1020 70-85 0.03-0.07 Высокоуглеродистая сталь P1.3.Z.AN Углеродистая инструментальная сталь 210 H10F 10-42 0.004-0.020 1020 65-80 0.03-0.07 Низколегированная сталь P2.1.Z.AN Незакаленная 180 H10F 15-50 0.005-0.022 1020 60-75 0.03-0.06 P2.5.Z.HT Закаленная и отпущенная 275 H10F 10-42 0.004-0.018 1020 45-60 0.03-0.06 P2.5.Z.HT Закаленная и отпущенная 350 H10F 7-27 0.003-0.014 1020 35-50 0.015-0.030 Высоколегированная сталь P3.0.Z.AN Отожженная 200 H10F 6-24 0.004-0.0175 1020 45-60 0.03-0.07 P3.0.Z.HT Инструментальная сталь 325 H10F 5-20 0.004-0.0175 1020 40-50 0.03-0.06 Сталь (отливки) P1.5.C.UT Нелегированная 180 H10F 15-50 0.005-0.022 1020 60-75 0.03-0.06 P2.6.C.UT Низколегированная (легир. эл-тов £5%) 200 H10F 15-50 0.005-0.022 1020 50-65 0.03-0.06 Сплавы на основе титана S S4.2.Z.AN a, близкие к a и a + b сплавы, отожженые Rm = 850 H10F 4-17 0.0023-0.01 1020 30-40 0.02-0.04 S4.3.Z.AG a + b сплавы, подвергнутые старению, b сплавы, Rm =1050 H10F 3-13 0.0015-0.007 1020 30-40 0.02-0.04 отожжен. или подвергнутые старению Ковкий чугун K K1.1.C.NS Ферритный (элементная стружка) 130 H10F 10-42 0.0048-0.021 1020 70-95 0.06-0.10 C K1.1.C.NS Перлитный (сливная стружка) 230 H10F 6-30 0.0048-0.021 1020 65-80 0.06-0.10 Серый чугун K2.1.C.UT Низкой прочности на растяжение 180 H10F 13-51 0.0056-0.0245 1020 70-95 0.06-0.10 K2.2.C.UT Высокой прочности на растяжение 260 H10F 10-42 0.0048-0.021 1020 60-80 0.06-0.10 Чугун с шаровидным графитом K3.1.C.UT Ферритный 160 H10F 10-42 0.0048-0.021 1020 60-80 0.06-0.10 K3.3.C.UT Перлитный 250 H10F 8-34 0.0032-0.014 1020 50-65 0.06-0.10 Закалённая сталь H H1.3.Z.HA Закаленная и отпущенная 43-47 HRc – – – 1020 20-30 0.01-0.02 H1.3.Z.HA 47-60 HRc – – – 1020 20-30 0.01-0.02 Алюминиевые сплавы N N1.2.Z.AG Деформированные, в т.ч. холоднообработанные, не 60 H10F 35-135 0.0072-0.0315 1020 200-250 0.06-0.10 подвергнутые старению N1.3.C.UT Литье, не подвергнутое старению 75 H10F 24-95 0.0072-0.0315 1020 150-200 0.06-0.10 Медь и медные сплавы N3.3.U.UT Легкообрабатываемые сплавы, ³1% Pb 110 H10F 17-68 0.0064-0.028 1020 140-170 0.06-0.10 N3.2.U.UT Латунь, свинцовистая бронза, £1% Pb 90 H10F 10-40 0.0064-0.028 1020 160-190 0.06-0.10 Более высокие подачи следует выбирать при достаточной жёсткости оборудования и хороших условиях обработки. Более высокие подачи из рекомендуемого диапазона соответствуют большим диаметрам свёрл, и наоборот: D Например: f n = 0.10-0.14-0.25 Например: D c = 3.0-5.0-6.0 E СВЕРЛЕНИЕ Режимы резания B 110