Общий каталог Mitsubishi 2020 - 2021 - страница 1369
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 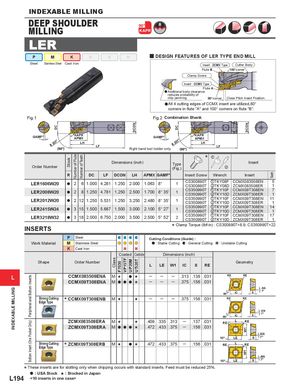
INDEXABLE MILLING Peripheral and Bottom InsertsBottom Insert (One Pocket Only) DC Stock Number of Flute Number of Teeth Class F7030 VP15TF UP20M DCONUTi20T DC DCONW1W1 Teeth INDEXABLE MILLING DEEP SHOULDER 90° MILLING KAPR LER P M K N S H y DESIGN FEATURES OF LER TYPE END MILL Steel Stainless Steel Cast Iron Insert : ZCMX Type Cutter Body Flute B 100°corner Clamp Screw Insert : CCMX Type Flute A a Additional body clearance reduces probability of chip jamming. 80°corner Close Pitch Insert Position. aAll 4 cutting edges of CCMX insert are utilized,80° corners in flute "A" and 100° corners on flute "B". Fig.1 Fig.2 Combination Shank GAMF° KAPRAPMX GAMF° KAPRAPMX LH LH LF Right hand tool holder only. LF * z Order Number Dimensions (inch) Type Insert(Fig.)x R DC LF DCON LH APMX GAMF° Insert Screw Wrench Insert LER1606W20 a 2 6 1.000 4.281 1.250 2.000 1.063 8° 1 CS300890T zTKY08F CCMX083508ENp 5CS300890TxTKY08DZCMX083508ERp1 LER2008W20 a 2 8 1.250 4.781 1.250 2.500 1.700 8° 35′ 1 CS350990T zTKY10F CCMX09T308ENp 7CS350990TxTKY10DZCMX09T308ERp1 LER2012W20 a 2 12 1.250 5.531 1.250 3.250 2.480 8° 35′ 1 CS350990T zTKY10F CCMX09T308ENp 11CS350990TxTKY10DZCMX09T308ERp1 LER2415W24 a 3 15 1.500 5.687 1.500 3.000 2.100 5° 27′ 1 CS350990T zTKY10F CCMX09T308ENp 14CS350990TxTKY10DZCMX09T308ERp1 LER3218W32 a 3 18 2.000 6.750 2.000 3.500 2.500 5° 52′ 2 CS350990T zTKY10F CCMX09T308ENp 17CS350990TxTKY10DZCMX09T308ERp1 INSERTS * Clamp Torque (lbf-in) : CS300890T=8.9, CS350990T=22 P Steel Cutting Conditions (Guide) : Work Material M Stainless Steel : Stable Cutting : General Cutting : Unstable Cutting K Cast Iron Coated Carbide Dimensions (inch) Shape Order Number Geometry L LE W1 IC S RE L CCMX083508ENA M s a s ─ ─ ─ .313 .138 .031 RE RE CCMX09T308ENA M a a a s ─ ─ ─ .375 .156 .031 AN 80° IC S 7° Strong CuttingEdge Type* CCMX09T308ENB M s s ─ ─ ─ .375 .156 .031 RE RE AN 80° IC S 7° ZCMX083508ERA M s s .409 .335 .313 ─ .137 .031 RE L RE ZCMX09T308ERA M a a a s .472 .433 .375 ─ .156 .031 AN 10° LE S 7° Strong CuttingEdge Type* ZCMX09T308ERB M s a s .472 .433 .375 ─ .156 .031 RE L RE AN 10° LE S 7° * These inserts are a : USA Stock fors slotting only when chipping : Stocked in Japan occurs with standard inserts. Feed must be reduced 25%. L194 <10 inserts in one case>