Общий каталог Mitsubishi 2020 - 2021 - страница 1340
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 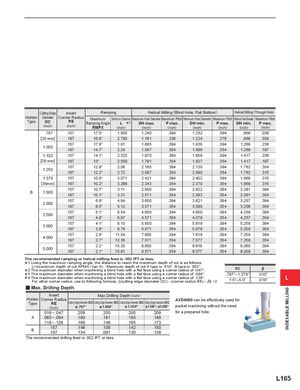
Cutting Edge Insert Ramping Helical Milling (Blind Hole, Flat Bottom) Helical Milling (Through Hole) HolderTypeDiameterDC(inch)Corner RadiusRE(inch)MaximumRamping AngleRMPXMinimum Distance Maximum Hole Diameter Maximum Pitch Minimum Hole DiameterL (inch) *1DH max.(inch)P max.(inch)DH min.(inch) Maximum PitchP max. (inch) Minimum Hole DiameterDH min.(inch)Maximum PitchP max.(inch) .787 .157 17.5° 1.850 1.240 .394 1.252 .394 .866 .039 [20 mm] .197 16.6° 2.795 1.161 .236 1.224 .276 .866 .039 1.000 .157.197 17.9° 1.81 1.665 .394 1.635 .394 1.269 .23614.7°2.241.587.3541.596.3541.269.197 1.102 .157 14.1° 2.323 1.870 .394 1.858 .394 1.417 .236 [28 mm] .197 13° 2.559 1.791 .354 1.827 .354 1.417 .197 1.250 .157.197 12.9° 2.56 2.165 .394 2.130 .394 1.762 .35412.2°2.722.087.3542.090.3541.762.315 1.378 .157 10.8° 3.071 2.421 .394 2.402 .394 1.969 .315 [35mm] .197 10.2° 3.268 2.343 .354 2.370 .354 1.969 .315 B 1.500 .157.197 10.7° 3.11 2.650 .394 2.622 .394 2.261 .39410.1°3.312.571.3542.583.3542.261.354 2.000 .157.197 6.9° 4.84 3.650 .394 3.621 .394 3.257 .3946.5°5.123.571.3543.580.3543.256.354 2.500 .157.197 5.1° 6.54 4.650 .394 4.600 .394 4.258 .3944.8°6.974.571.3544.578.3544.257.354 3.000 .157.197 4.1° 8.15 5.650 .394 5.619 .394 5.258 .3943.8°8.785.571.3545.578.3545.258.354 4.000 .157.197 2.9° 11.54 7.650 .394 7.618 .394 7.259 .3942.7°12.367.571.3547.577.3547.258.354 5.000 .157.197 2.2° 15.20 9.650 .394 9.618 .394 9.260 .3942.1°15.919.571.3549.577.3549.259.354 The recommended ramping or helical milling feed is .002 IPT or less. *1 Using the maximum L=(maximum depth ramping angle, the distance to reach the maximum depth of cut is as follows: of cut APMX / tan %). Maximum depth of cut A type is .610", B type is .583".***234 The The The For maximum diameter maximum diameter maximum diameter other corner radius, when machining a blind hole with when machining a blind hole with when machining a blind hole with use to following formula. {(cutting a flat face using a corner radius of .047". a flat face using a corner radius of .094". a flat face using a corner radius of .126". edge diameter DC) - (corner radius RE) - $} ×2DC.787"─1.378"1.5"─5.0"β.010".018"L y Max. Drilling Depth Insert Max.Drilling Depth (inch) Holder Corner RadiusTypeRECutting Edge Diameter DC Cutting Edge Diameter DC Cutting Edge Diameter DC Cutting Edge Diameter DC(inch)& .787"& 1.000"& 1.250"& 1.500"─ & 5.000"AXD4000 can be effectively used forpocket machining without the need .016 ─.047 .209 .205 .205 .209 for a prepared hole. A .063 ─.094 .189 .181 .185 .189 .118 ─.126 .169 .146 .165 .173 B .157.197 .146 .106 .142 .150.134.091.130.138 The recommended drilling feed is .002 IPT or less. L165 INDEXABLE MILLING