Общий каталог Mitsubishi 2020 - 2021 - страница 1339
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 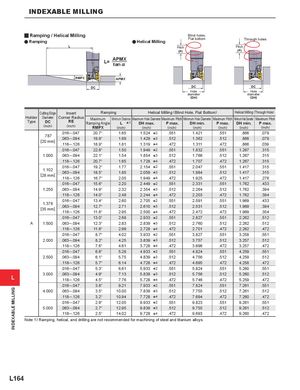
INDEXABLE MILLING y Ramping / Helical Milling Blind holes, a Ramping a Helical Milling Flat bottom Through holes L Pitch Pitch (P) (P) L= APMXtan % RMPX APMX DC DC DC Hole Hole diameter diameter (DH) (DH) Cutting Edge Insert Ramping Helical Milling (Blind Hole, Flat Bottom) Helical Milling (Through Hole) HolderTypeDiameterDC(inch)Corner RadiusRE(inch)MaximumRamping AngleRMPXMinimum Distance Maximum Hole Diameter Maximum Pitch Minimum Hole DiameterL (inch) *1DH max.(inch)P max.(inch)DH min.(inch)Maximum PitchP max.(inch)Minimum Hole DiameterDH min.(inch)Maximum PitchP max.(inch) .787[20 mm] .016─.047.063─.094.118─.12620.7°19.9°18.9°1.651.691.811.5241.4291.319*2*3*4.551.512.4721.4211.3621.311 .551 .866 .079.512.866.079.472.866.039 .016─.047 22.6°1.000.063─.09422.1°1.501.541.9491.854*2*3.551.512 1.8321.766 .551 1.267 .315.5121.267.315 .118─.126 20.7° 1.65 1.728 *4 .472 1.707 .472 1.267 .315 1.102[28 mm] .016─.047.063─.094.118─.12619.2°18.5°16.7°1.77 2.154 *2 .5511.852.059*3.5122.051.949*4.4722.0471.9841.925.551 1.417 .315.5121.417.315.4721.417.276 .016─.047 15.6° 2.20 2.449 *2 .551 2.331 .551 1.762 .433 1.250 .063─.094 14.9° 2.32 2.354 *3 .512 2.264 .512 1.762 .394 .118─.126 14.0° 2.48 2.244 *4 .472 2.203 .472 1.762 .394 1.378[35 mm] .016─.047.063─.094.118─.12613.4°12.7°11.8°2.60 2.705 *2 .5512.712.610*3.5122.952.500*4.4722.5912.5312.472.551 1.969 .433.5121.969.394.4721.969.354 .016─.047 13.0° 2.68 2.933 *2 .551 2.827 .551 2.262 .512 A 1.500 .063─.094 12.3°.118─.12611.6°2.832.99 2.8392.728*3*4 .512.472 2.7602.701 .512 2.262 .512.4722.262.472 .016─.0472.000.063─.0948.7°8.2° 4.024.25 3.9333.839*2*3 .551.512 3.8273.757 .551 3.258 .551.5123.257.512 .118─.126 7.6° 4.61 3.728 *4 .472 3.696 .472 3.257 .472 .016─.047 6.6° 5.28 4.933 *2 .551 4.824 .551 4.259 .551 2.500 .063─.094 6.1° 5.75 4.839 *3 .512 4.756 .512 4.259 .512 .118─.126 5.7° 6.14 4.728 *4 .472 4.695 .472 4.258 .472 .016─.047 5.3° 6.61 5.933 *2 .551 5.824 .551 5.260 .551 L 3.000 .063─.094 4.9° 7.13 5.839 *3 .512 5.756 .512 5.260 .512.118─.1264.5°7.765.728*4.4725.746.4725.259.472 .016─.047 3.8° 9.21 7.933 *2 .551 7.824 .551 7.261 .551 4.000 .063─.094 3.5° 10.00 7.839 *3 .512 7.755 .512 7.261 .512 .118─.126 3.2° 10.94 7.728 *4 .472 7.694 .472 7.260 .472 .016─.047 2.9° 12.05 9.933 *2 .551 9.823 .551 9.261 .551 5.000 .063─.094 2.7° 12.95 9.839 *3 .512 9.755 .512 9.261 .512 .118─.126 2.5° 14.02 9.728 *4 .472 9.693 .472 9.260 .472 Note 1) Ramping, helical, and drilling are not recommended for machining of steel and titanium alloys. L164 INDEXABLE MILLING