Токарные станки KOVOSVIT серии SPH / ROLLER - страница 11
Навигация
 Токарные станки KOVOSVIT серии SP
Токарные станки KOVOSVIT серии SP Фрезерные станки KOVOSVIT серии MCH
Фрезерные станки KOVOSVIT серии MCH Фрезерные станки KOVOSVIT серии MCU 700
Фрезерные станки KOVOSVIT серии MCU 700 Фрезерные станки KOVOSVIT серии MCU 1100
Фрезерные станки KOVOSVIT серии MCU 1100 Фрезерные станки KOVOSVIT серии MCV
Фрезерные станки KOVOSVIT серии MCV Токарные станки KOVOSVIT серии MASTURN
Токарные станки KOVOSVIT серии MASTURN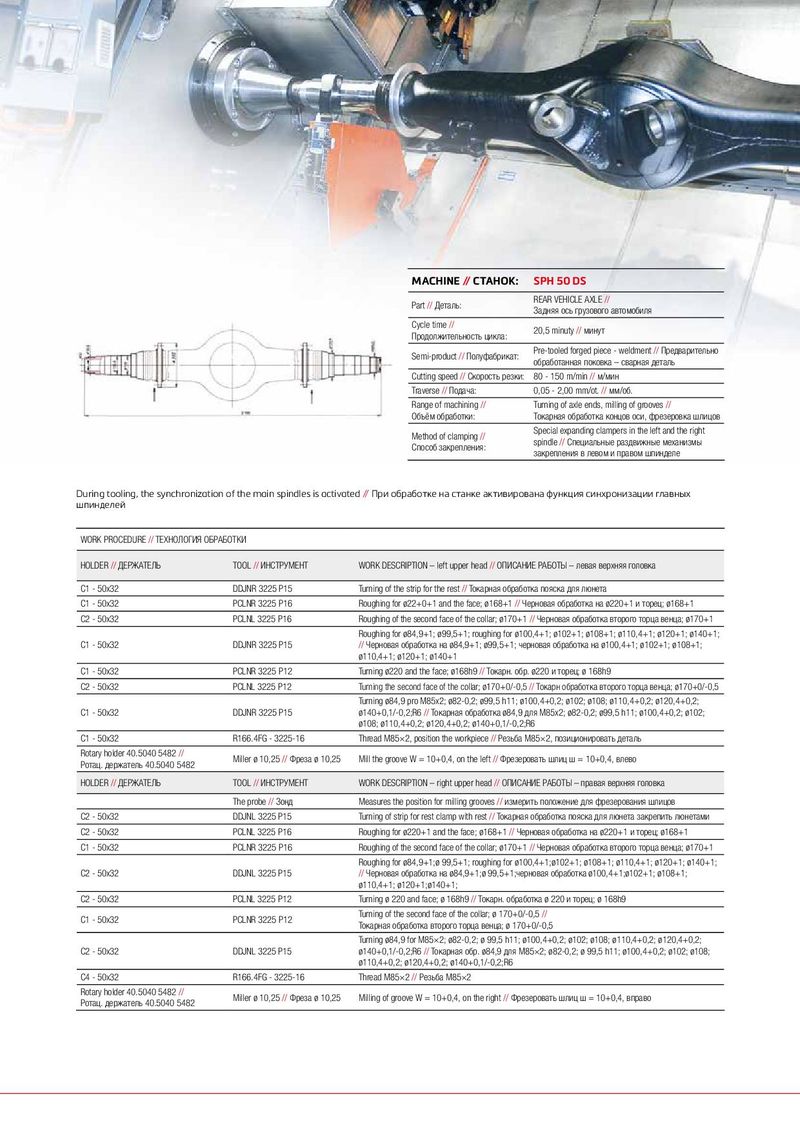
MACHINE // СТАНОК: SPH 50 DS Part // Деталь: REAR VEHICLE AXLE // Задняя ось грузового автомобиля Cycle time // 20,5 minuty // минут Продолжительность цикла: Semi-product // Полуфабрикат: Pre-tooled forged piece - weldment // Предварительно обработанная поковка – сварная деталь Cutting speed // Скорость резки: 80 - 150 m/min // м/мин Traverse // Подача: 0,05 - 2,00 mm/ot. // мм/об. Range of machining // Turning of axle ends, milling of grooves // Объём обработки: Токарная обработка концов оси, фрезеровка шлицов Method of clamping // Special expanding clampers in the left and the right Способ закрепления: spindle // Специальные раздвижные механизмы закрепления в левом и правом шпинделе During tooling, the synchronization of the main spindles is activated // При обработке на станке активирована функция синхронизации главных шпинделей WORK PROCEDURE // ТЕХНОЛОГИЯ ОБРАБОТКИ HOLDER // ДЕРЖАТЕЛЬ TOOL // ИНСТРУМЕНТ WORK DESCRIPTION – left upper head // ОПИСАНИЕ РАБОТЫ – левая верхняя головка C1 - 50x32 DDJNR 3225 P15 Turning of the strip for the rest // Токарная обработка пояска для люнета C1 - 50x32 PCLNR 3225 P16 Roughing for ø22+0+1 and the face; ø168+1 // Черновая обработка на ø220+1 и торец; ø168+1 C2 - 50x32 PCLNL 3225 P16 Roughing of the second face of the collar; ø170+1 // Черновая обработка второго торца венца; ø170+1 Roughing for ø84,9+1; ø99,5+1; roughing for ø100,4+1; ø102+1; ø108+1; ø110,4+1; ø120+1; ø140+1; C1 - 50x32 DDJNR 3225 P15 // Черновая обработка на ø84,9+1; ø99,5+1; черновая обработка на ø100,4+1; ø102+1; ø108+1; ø110,4+1; ø120+1; ø140+1 C1 - 50x32 PCLNR 3225 P12 Turning ø220 and the face; ø168h9 // Токарн. обр. ø220 и торец; ø 168h9 C2 - 50x32 PCLNL 3225 P12 Turning the second face of the collar; ø170+0/-0,5 // Токарн обработка второго торца венца; ø170+0/-0,5 Turning ø84,9 pro M85x2; ø82-0,2; ø99,5 h11; ø100,4+0,2; ø102; ø108; ø110,4+0,2; ø120,4+0,2; C1 - 50x32 DDJNR 3225 P15 ø140+0,1/-0,2;R6 // Токарная обработка ø84,9 для M85x2; ø82-0,2; ø99,5 h11; ø100,4+0,2; ø102; ø108; ø110,4+0,2; ø120,4+0,2; ø140+0,1/-0,2;R6 C1 - 50x32 R166.4FG - 3225-16 Thread M85×2, position the workpiece // Резьба M85×2, позиционировать деталь Rotary holder 40.5040 5482 // Miller ø 10,25 // Фреза ø 10,25 Mill the groove W = 10+0,4, on the left // Фрезеровать шлиц ш = 10+0,4, влево Ротац. держатель 40.5040 5482 HOLDER // ДЕРЖАТЕЛЬ TOOL // ИНСТРУМЕНТ WORK DESCRIPTION – right upper head // ОПИСАНИЕ РАБОТЫ – правая верхняя головка The probe // Зонд Measures the position for milling grooves // измерить положение для фрезерования шлицов C2 - 50x32 DDJNL 3225 P15 Turning of strip for rest clamp with rest // Токарная обработка пояска для люнета закрепить люнетами C2 - 50x32 PCLNL 3225 P16 Roughing for ø220+1 and the face; ø168+1 // Черновая обработка на ø220+1 и торец; ø168+1 C1 - 50x32 PCLNR 3225 P16 Roughing of the second face of the collar; ø170+1 // Черновая обработка второго торца венца; ø170+1 Roughing for ø84,9+1;ø 99,5+1; roughing for ø100,4+1;ø102+1; ø108+1; ø110,4+1; ø120+1; ø140+1; C2 - 50x32 DDJNL 3225 P15 // Черновая обработка на ø84,9+1;ø 99,5+1;черновая обработка ø100,4+1;ø102+1; ø108+1; ø110,4+1; ø120+1;ø140+1; C2 - 50x32 PCLNL 3225 P12 Turning ø 220 and face; ø 168h9 // Токарн. обработка ø 220 и торец; ø 168h9 C1 - 50x32 PCLNR 3225 P12 Turning of the second face of the collar; ø 170+0/-0,5 // Токарная обработка второго торца венца; ø 170+0/-0,5 Turning ø84,9 for M85×2; ø82-0,2; ø 99,5 h11; ø100,4+0,2; ø102; ø108; ø110,4+0,2; ø120,4+0,2; C2 - 50x32 DDJNL 3225 P15 ø140+0,1/-0,2;R6 // Токарная обр. ø84,9 для M85×2; ø82-0,2; ø 99,5 h11; ø100,4+0,2; ø102; ø108; ø110,4+0,2; ø120,4+0,2; ø140+0,1/-0,2;R6 C4 - 50x32 R166.4FG - 3225-16 Thread M85×2 // Резьба M85×2 Rotary holder 40.5040 5482 // Miller ø 10,25 // Фреза ø 10,25 Milling of groove W = 10+0,4, on the right // Фрезеровать шлиц ш = 10+0,4, вправо Ротац. держатель 40.5040 5482