Токарные станки KOVOSVIT серии SPH / ROLLER - страница 10
Навигация
 Токарные станки KOVOSVIT серии SP
Токарные станки KOVOSVIT серии SP Фрезерные станки KOVOSVIT серии MCH
Фрезерные станки KOVOSVIT серии MCH Фрезерные станки KOVOSVIT серии MCU 700
Фрезерные станки KOVOSVIT серии MCU 700 Фрезерные станки KOVOSVIT серии MCU 1100
Фрезерные станки KOVOSVIT серии MCU 1100 Фрезерные станки KOVOSVIT серии MCV
Фрезерные станки KOVOSVIT серии MCV Токарные станки KOVOSVIT серии MASTURN
Токарные станки KOVOSVIT серии MASTURN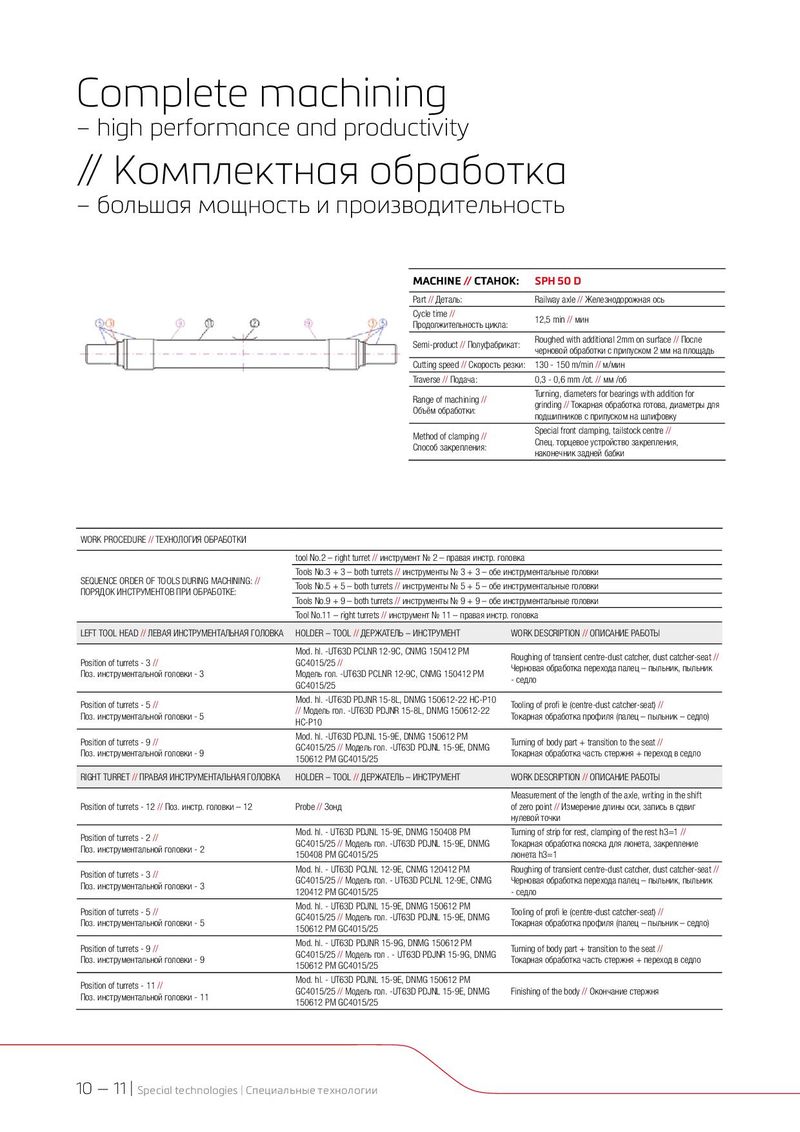
Complete machining – high performance and productivity // Комплектная обработка – большая мощность и производительность MACHINE // СТАНОК: SPH 50 D Part // Деталь: Railway axle // Железнодорожная ось Cycle time // 12,5 min // мин Продолжительность цикла: Semi-product // Полуфабрикат: Roughed with additional 2mm on surface // После черновой обработки с припуском 2 мм на площадь Cutting speed // Скорость резки: 130 - 150 m/min // м/мин Traverse // Подача: 0,3 - 0,6 mm /ot. // мм /об Range of machining // Turning, diameters for bearings with addition for Объём обработки: grinding // Токарная обработка готова, диаметры для подшипников с припуском на шлифовку Method of clamping // Special front clamping, tailstock centre // Способ закрепления: Спец. торцевое устройство закрепления, наконечник задней бабки WORK PROCEDURE // ТЕХНОЛОГИЯ ОБРАБОТКИ tool No.2 – right turret // инструмент № 2 – правая инстр. головка Tools No.3 + 3 – both turrets // инструменты № 3 + 3 – обе инструментальные головки SEQUENCE ORDER OF TOOLS DURING MACHINING: // Tools No.5 + 5 – both turrets // инструменты № 5 + 5 – обе инструментальные головки ПОРЯДОК ИНСТРУМЕНТОВ ПРИ ОБРАБОТКЕ: Tools No.9 + 9 – both turrets // инструменты № 9 + 9 – обе инструментальные головки Tool No.11 – right turrets // инструмент № 11 – правая инстр. головка LEFT TOOL HEAD // ЛЕВАЯ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА HOLDER – TOOL // ДЕРЖАТЕЛЬ – ИНСТРУМЕНТ WORK DESCRIPTION // ОПИСАНИЕ РАБОТЫ Mod. hl. -UT63D PCLNR 12-9C, CNMG 150412 PM Roughing of transient centre-dust catcher, dust catcher-seat // Position of turrets - 3 // GC4015/25 // Черновая обработка перехода палец – пыльник, пыльник Поз. инструментальной головки - 3 Модель гол. -UT63D PCLNR 12-9C, CNMG 150412 PM - седло GC4015/25 Position of turrets - 5 // Mod. hl. -UT63D PDJNR 15-8L, DNMG 150612-22 HC-P10 Tooling of profi le (centre-dust catcher-seat) // Поз. инструментальной головки - 5 // Модель гол. -UT63D PDJNR 15-8L, DNMG 150612-22 Токарная обработка профиля (палец – пыльник – седло) HC-P10 Position of turrets - 9 // Mod. hl. -UT63D PDJNL 15-9E, DNMG 150612 PM Turning of body part + transition to the seat // Поз. инструментальной головки - 9 GC4015/25 // Модель гол. -UT63D PDJNL 15-9E, DNMG Токарная обработка часть стержня + переход в седло 150612 PM GC4015/25 RIGHT TURRET // ПРАВАЯ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА HOLDER – TOOL // ДЕРЖАТЕЛЬ – ИНСТРУМЕНТ WORK DESCRIPTION // ОПИСАНИЕ РАБОТЫ Measurement of the length of the axle, writing in the shift Position of turrets - 12 // Поз. инстр. головки – 12 Probe // Зонд of zero point // Измерение длины оси, запись в сдвиг нулевой точки Position of turrets - 2 // Mod. hl. - UT63D PDJNL 15-9E, DNMG 150408 PM Turning of strip for rest, clamping of the rest h3=1 // Поз. инструментальной головки - 2 GC4015/25 // Модель гол. -UT63D PDJNL 15-9E, DNMG Токарная обработка пояска для люнета, закрепление 150408 PM GC4015/25 люнета h3=1 Position of turrets - 3 // Mod. hl. - UT63D PCLNL 12-9E, CNMG 120412 PM Roughing of transient centre-dust catcher, dust catcher-seat // Поз. инструментальной головки - 3 GC4015/25 // Модель гол. - UT63D PCLNL 12-9E, CNMG Черновая обработка перехода палец – пыльник, пыльник 120412 PM GC4015/25 - седло Position of turrets - 5 // Mod. hl. - UT63D PDJNL 15-9E, DNMG 150612 PM Tooling of profi le (centre-dust catcher-seat) // Поз. инструментальной головки - 5 GC4015/25 // Модель гол. -UT63D PDJNL 15-9E, DNMG Токарная обработка профиля (палец – пыльник – седло) 150612 PM GC4015/25 Position of turrets - 9 // Mod. hl. - UT63D PDJNR 15-9G, DNMG 150612 PM Turning of body part + transition to the seat // Поз. инструментальной головки - 9 GC4015/25 // Модель гол . - UT63D PDJNR 15-9G, DNMG Токарная обработка часть стержня + переход в седло 150612 PM GC4015/25 Position of turrets - 11 // Mod. hl. - UT63D PDJNL 15-9E, DNMG 150612 PM Поз. инструментальной головки - 11 GC4015/25 // Модель гол. -UT63D PDJNL 15-9E, DNMG Finishing of the body // Окончание стержня 150612 PM GC4015/25 10 — 11 | Special technologies | Специальные технологии