Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 84
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022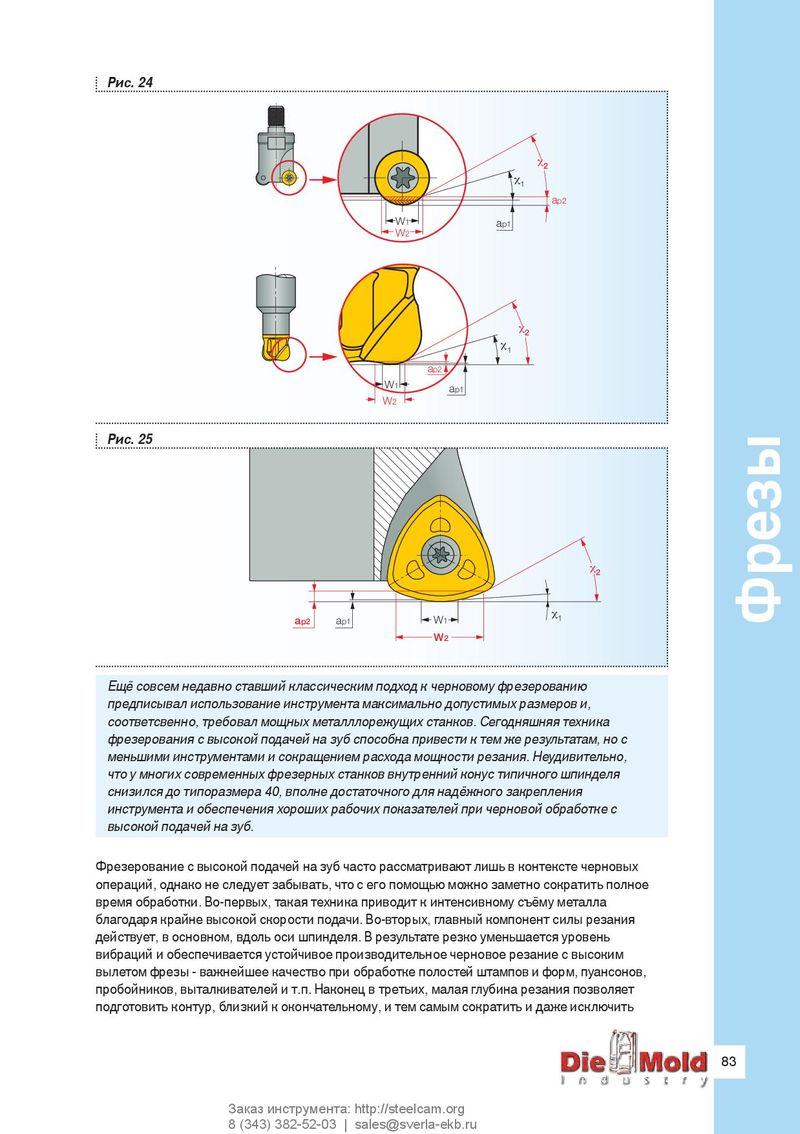
Рис. 24 χ 2 χ 1 ap2 W1 ap1 W2 χ 2 χ 1 ap2 W1 ap1 W2 Рис. 25 χ 2 χ ap2 ap1 W1 1 Фрезы W2 Ещё совсем недавно ставший классическим подход к черновому фрезерованию предписывал использование инструмента максимально допустимых размеров и, соответсвенно, требовал мощных металллорежущих станков. Сегодняшняя техника фрезерования с высокой подачей на зуб способна привести к тем же результатам, но с меньшими инструментами и сокращением расхода мощности резания. Неудивительно, что у многих современных фрезерных станков внутренний конус типичного шпинделя снизился до типоразмера 40, вполне достаточного для надёжного закрепления инструмента и обеспечения хороших рабочих показателей при черновой обработке с высокой подачей на зуб. Фрезерование с высокой подачей на зуб часто рассматривают лишь в контексте черновых операций, однако не следует забывать, что с его помощью можно заметно сократить полное время обработки. Во-первых, такая техника приводит к интенсивному съёму металла благодаря крайне высокой скорости подачи. Во-вторых, главный компонент силы резания действует, в основном, вдоль оси шпинделя. В результате резко уменьшается уровень вибраций и обеспечивается устойчивое производительное черновое резание с высоким вылетом фрезы - важнейшее качество при обработке полостей штампов и форм, пуансонов, пробойников, выталкивателей и т.п. Наконец в третьих, малая глубина резания позволяет подготовить контур, близкий к окончательному, и тем самым сократить и даже исключить 83 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 83 5/15/11 2:52 PM