Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 83
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022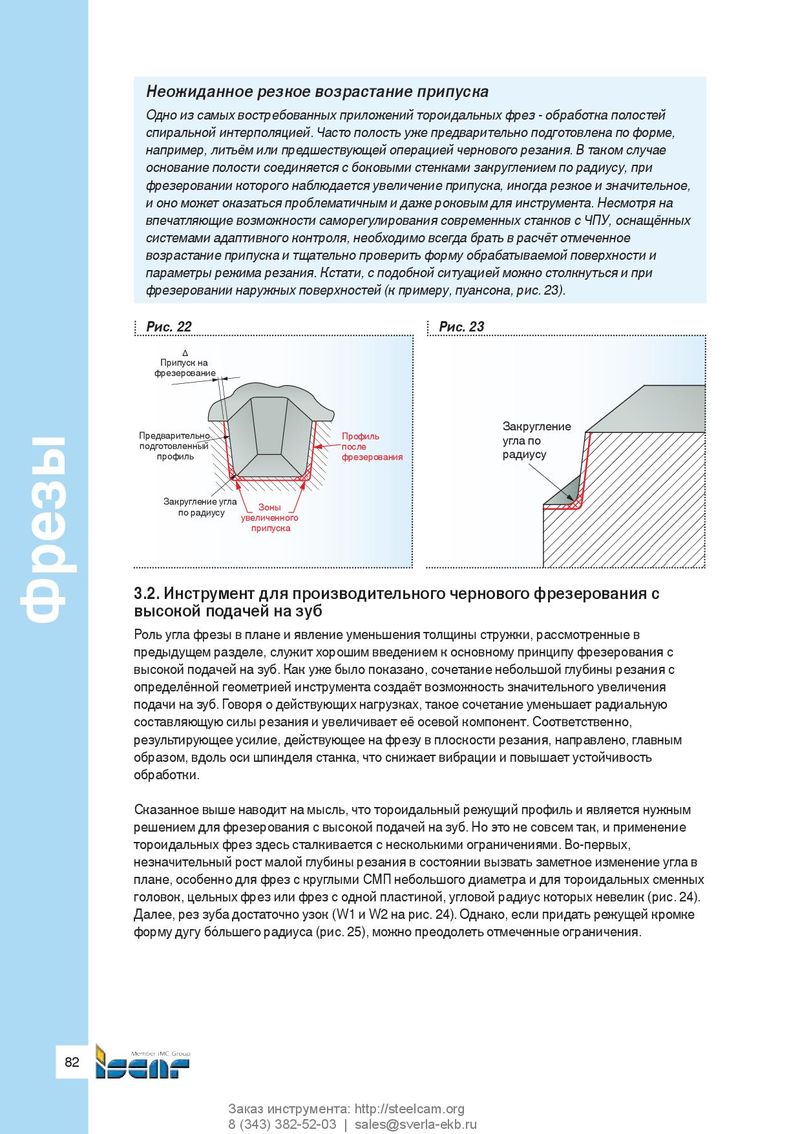
Неожиданное резкое возрастание припуска Одно из самых востребованных приложений тороидальных фрез - обработка полостей спиральной интерполяцией. Часто полость уже предварительно подготовлена по форме, например, литьём или предшествующей операцией чернового резания. В таком случае основание полости соединяется с боковыми стенками закруглением по радиусу, при фрезеровании которого наблюдается увеличение припуска, иногда резкое и значительное, и оно может оказаться проблематичным и даже роковым для инструмента. Несмотря на впечатляющие возможности саморегулирования современных станков с ЧПУ, оснащённых системами адаптивного контроля, необходимо всегда брать в расчёт отмеченное возрастание припуска и тщательно проверить форму обрабатываемой поверхности и параметры режима резания. Кстати, с подобной ситуацией можно столкнуться и при фрезеровании наружных поверхностей (к примеру, пуансона, рис. 23). Рис. 22 Рис. 23 ∆ Припуск на фрезерование Закругление Предварительно Профиль угла по подготовленный после профиль фрезерования радиусу Закругление угла Зоны по радиусу увеличенного припуска 3.2. Инструмент для производительного чернового фрезерования с высокой подачей на зуб Фрезы Роль угла фрезы в плане и явление уменьшения толщины стружки, рассмотренные в предыдущем разделе, служит хорошим введением к основному принципу фрезерования с высокой подачей на зуб. Как уже было показано, сочетание небольшой глубины резания с определённой геометрией инструмента создаёт возможность значительного увеличения подачи на зуб. Говоря о действующих нагрузках, такое сочетание уменьшает радиальную составляющую силы резания и увеличивает её осевой компонент. Соответственно, результирующее усилие, действующее на фрезу в плоскости резания, направлено, главным образом, вдоль оси шпинделя станка, что снижает вибрации и повышает устойчивость обработки. Сказанное выше наводит на мысль, что тороидальный режущий профиль и является нужным решением для фрезерования с высокой подачей на зуб. Но это не совсем так, и применение тороидальных фрез здесь сталкивается с несколькими ограничениями. Во-первых, незначительный рост малой глубины резания в состоянии вызвать заметное изменение угла в плане, особенно для фрез с круглыми СМП небольшого диаметра и для тороидальных сменных головок, цельных фрез или фрез с одной пластиной, угловой радиус которых невелик (рис. 24). Далее, рез зуба достаточно узок (W1 и W2 на рис. 24). Однако, если придать режущей кромке форму дугу бóльшего радиуса (рис. 25), можно преодолеть отмеченные ограничения. 82 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 82 5/15/11 2:52 PM