Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 85
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022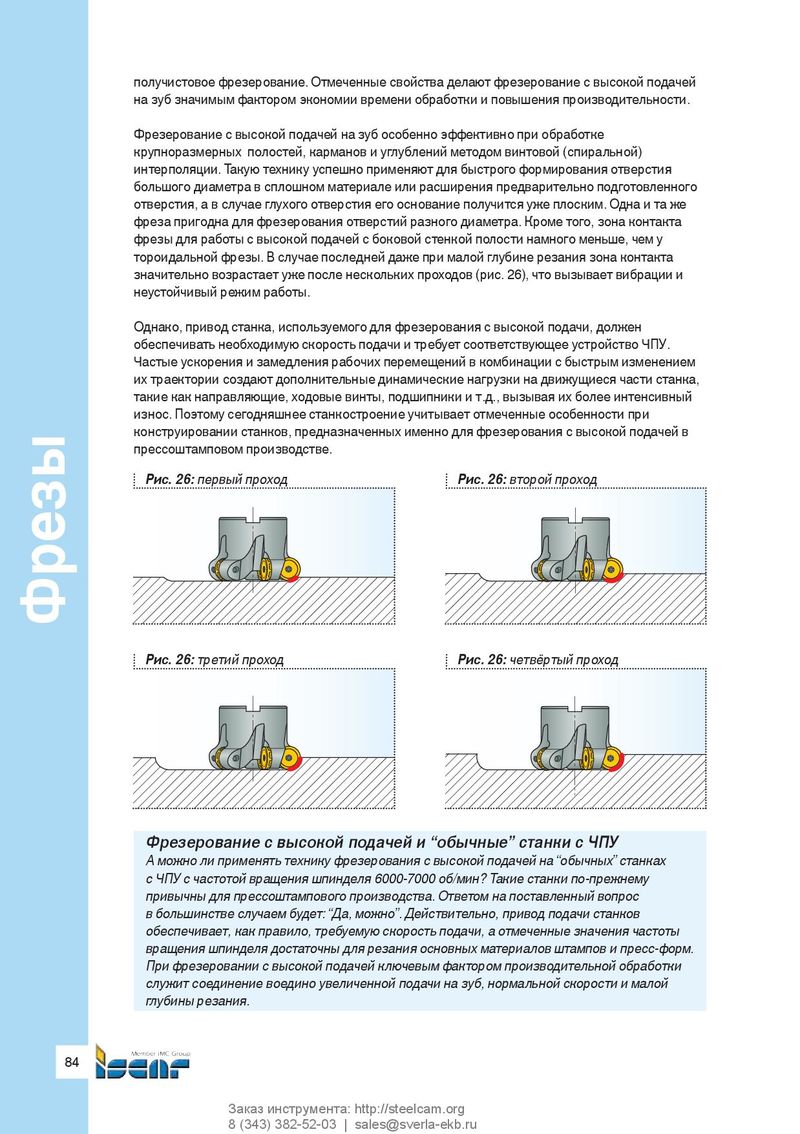
получистовое фрезерование. Отмеченные свойства делают фрезерование с высокой подачей на зуб значимым фактором экономии времени обработки и повышения производительности. Фрезерование с высокой подачей на зуб особенно эффективно при обработке крупноразмерных полостей, карманов и углублений методом винтовой (спиральной) интерполяции. Такую технику успешно применяют для быстрого формирования отверстия большого диаметра в сплошном материале или расширения предварительно подготовленного отверстия, а в случае глухого отверстия его основание получится уже плоским. Одна и та же фреза пригодна для фрезерования отверстий разного диаметра. Кроме того, зона контакта фрезы для работы с высокой подачей с боковой стенкой полости намного меньше, чем у тороидальной фрезы. В случае последней даже при малой глубине резания зона контакта значительно возрастает уже после нескольких проходов (рис. 26), что вызывает вибрации и неустойчивый режим работы. Однако, привод станка, используемого для фрезерования с высокой подачи, должен обеспечивать необходимую скорость подачи и требует соответствующее устройство ЧПУ. Частые ускорения и замедления рабочих перемещений в комбинации с быстрым изменением их траектории создают дополнительные динамические нагрузки на движущиеся части станка, такие как направляющие, ходовые винты, подшипники и т.д., вызывая их более интенсивный износ. Поэтому сегодняшнее станкостроение учитывает отмеченные особенности при конструировании станков, предназначенных именно для фрезерования с высокой подачей в прессоштамповом производстве. Рис. 26: первый проход Рис. 26: второй проход Фрезы Рис. 26: третий проход Рис. 26: четвёртый проход Фрезерование с высокой подачей и “обычные” станки с ЧПУ А можно ли применять технику фрезерования с высокой подачей на “обычных” станках с ЧПУ с частотой вращения шпинделя 6000-7000 об/мин? Такие станки по-прежнему привычны для прессоштампового производства. Ответом на поставленный вопрос в большинстве случаем будет: “Да, можно”. Действительно, привод подачи станков обеспечивает, как правило, требуемую скорость подачи, а отмеченные значения частоты вращения шпинделя достаточны для резания основных материалов штампов и пресс-форм. При фрезеровании с высокой подачей ключевым фактором производительной обработки служит соединение воедино увеличенной подачи на зуб, нормальной скорости и малой глубины резания. 84 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 84 5/15/11 2:52 PM