Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 65
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022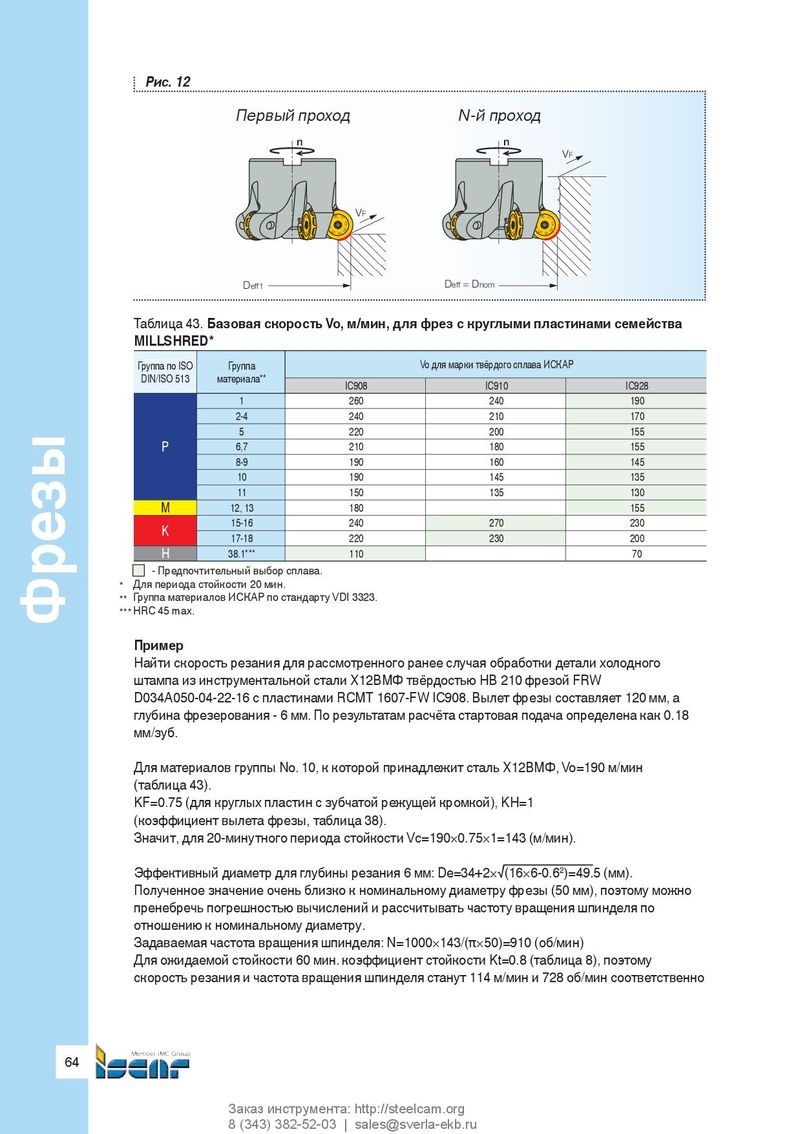
Рис. 12 Первый проход N-й проход n n VF 7 8 VF 1 8 1 7 8 2 6 2 6 1 8 1 6 6 5 4 3 5 4 3 5 2 2 4 3 5 4 3 Deff1 Deff = Dnom Таблица 43. Базовая скорость Vo, м/мин, для фрез с круглыми пластинами семейства MILLSHRED* Группа по ISO Группа Vo для марки твёрдого сплава ИСКАР DIN/ISO 513 материала** IC908 IC910 IC928 1 260 240 190 2-4 240 210 170 5 220 200 155 P 6,7 210 180 155 8-9 190 160 145 10 190 145 135 11 150 135 130 M 12, 13 180 155 15-16 240 270 230 K 17-18 220 230 200 H 38.1*** 110 70 - Предпочтительный выбор сплава. * Для периода стойкости 20 мин. ** Группа материалов ИСКАР по стандарту VDI 3323. *** HRC 45 max. Фрезы Пример Найти скорость резания для рассмотренного ранее случая обработки детали холодного штампа из инструментальной стали Х12ВМФ твёрдостью НВ 210 фрезой FRW D034A050-04-22-16 с пластинами RCMT 1607-FW IC908. Вылет фрезы составляет 120 мм, а глубина фрезерования - 6 мм. По результатам расчёта стартовая подача определена как 0.18 мм/зуб. Для материалов группы No. 10, к которой принадлежит сталь Х12ВМФ, Vo=190 м/мин (таблица 43). KF=0.75 (для круглых пластин с зубчатой режущей кромкой), KH=1 (коэффициент вылета фрезы, таблица 38). Значит, для 20-минутного периода стойкости Vc=190×0.75×1=143 (м/мин). 2 Эффективный диаметр для глубины резания 6 мм: De=34+2×√(16×6-0.6 )=49.5 (мм). Полученное значение очень близко к номинальному диаметру фрезы (50 мм), поэтому можно пренебречь погрешностью вычислений и рассчитывать частоту вращения шпинделя по отношению к номинальному диаметру. Задаваемая частота вращения шпинделя: N=1000×143/(π×50)=910 (об/мин) Для ожидаемой стойкости 60 мин. коэффициент стойкости Kt=0.8 (таблица 8), поэтому скорость резания и частота вращения шпинделя станут 114 м/мин и 728 об/мин соответственно 64 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 64 5/15/11 2:52 PM