Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 64
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022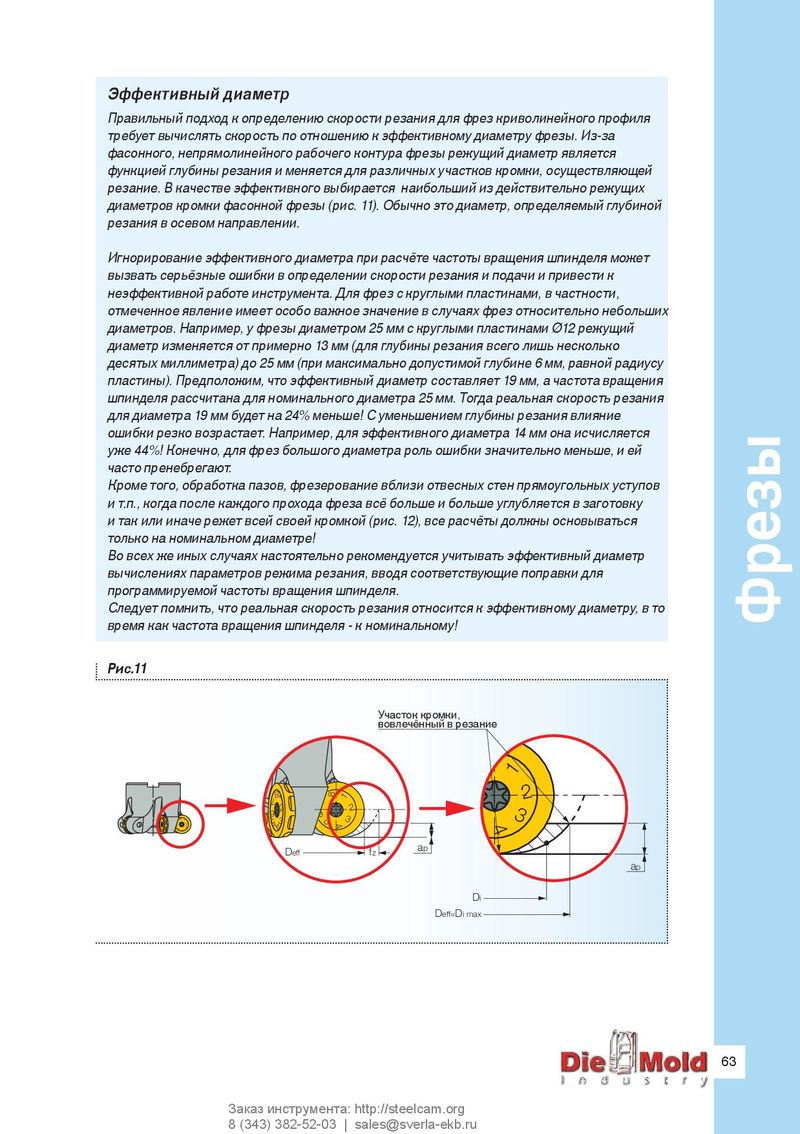
Эффективный диаметр Правильный подход к определению скорости резания для фрез криволинейного профиля требует вычислять скорость по отношению к эффективному диаметру фрезы. Из-за фасонного, непрямолинейного рабочего контура фрезы режущий диаметр является функцией глубины резания и меняется для различных участков кромки, осуществляющей резание. В качестве эффективного выбирается наибольший из действительно режущих диаметров кромки фасонной фрезы (рис. 11). Обычно это диаметр, определяемый глубиной резания в осевом направлении. Игнорирование эффективного диаметра при расчёте частоты вращения шпинделя может вызвать серьёзные ошибки в определении скорости резания и подачи и привести к неэффективной работе инструмента. Для фрез с круглыми пластинами, в частности, отмеченное явление имеет особо важное значение в случаях фрез относительно небольших диаметров. Например, у фрезы диаметром 25 мм с круглыми пластинами Ø12 режущий диаметр изменяется от примерно 13 мм (для глубины резания всего лишь несколько десятых миллиметра) до 25 мм (при максимально допустимой глубине 6 мм, равной радиусу пластины). Предположим, что эффективный диаметр составляет 19 мм, а частота вращения шпинделя рассчитана для номинального диаметра 25 мм. Тогда реальная скорость резания для диаметра 19 мм будет на 24% меньше! С уменьшением глубины резания влияние ошибки резко возрастает. Например, для эффективного диаметра 14 мм она исчисляется уже 44%! Конечно, для фрез большого диаметра роль ошибки значительно меньше, и ей часто пренебрегают. Кроме того, обработка пазов, фрезерование вблизи отвесных стен прямоугольных уступов и т.п., когда после каждого прохода фреза всё больше и больше углубляется в заготовку и так или иначе режет всей своей кромкой (рис. 12), все расчёты должны основываться только на номинальном диаметре! Во всех же иных случаях настоятельно рекомендуется учитывать эффективный диаметр вычислениях параметров режима резания, вводя соответствующие поправки для программируемой частоты вращения шпинделя. Следует помнить, что реальная скорость резания относится к эффективному диаметру, в то Фрезы время как частота вращения шпинделя - к номинальному! Рис.11 Участок кромки, вовлечённый в резание 8 7 8 1 1 8 7 8 6 6 1 1 2 2 6 2 6 2 5 5 7 8 5 1 8 1 4 5 5 6 6 3 3 4 4 4 3 3 3 2 5 2 4 3 4 ap Deff fz ap Di Deff=Di max 63 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 63 5/15/11 2:52 PM