Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 102
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022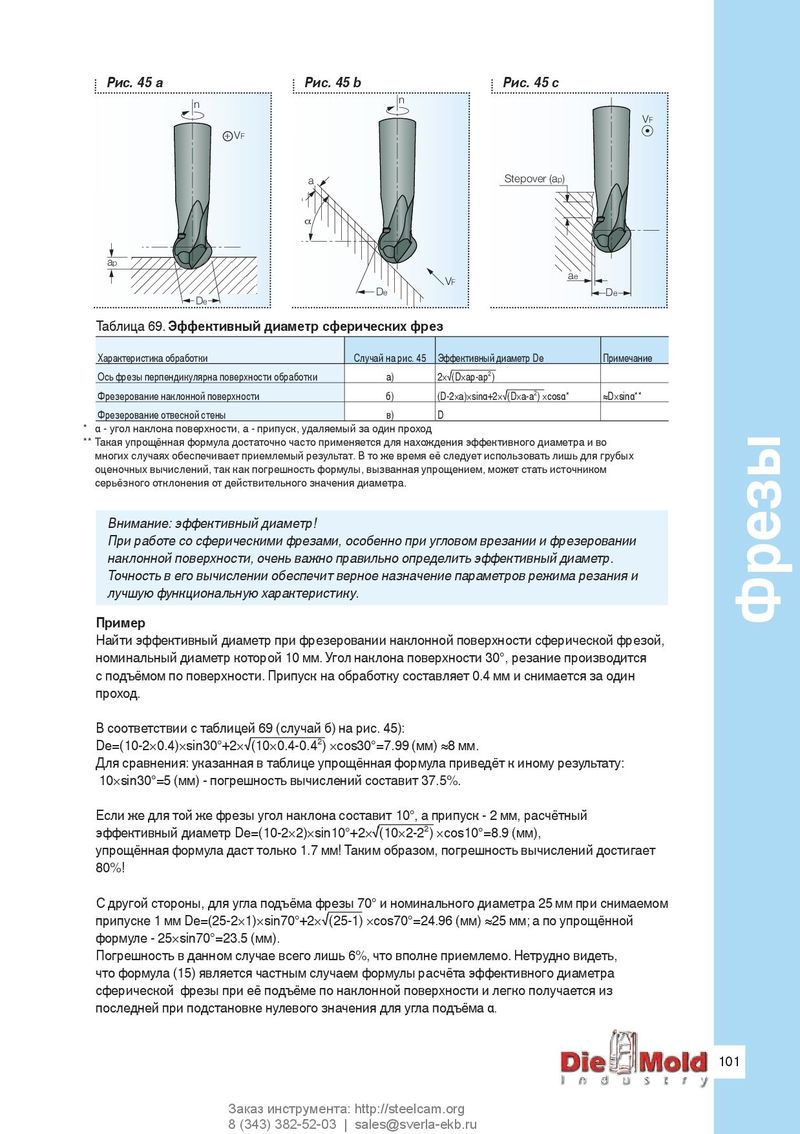
Рис. 45 a Рис. 45 b Рис. 45 c n n VF + VF a Stepover (ap) α ap ae VF De De De Таблица 69. Эффективный диаметр сферических фрез Характеристика обработки Случай на рис. 45 Эффективный диаметр De Примечание Ось фрезы перпендикулярна поверхности обработки a) 2×√(D×ap-ap²) Фрезерование наклонной поверхности б) (D-2×a)×sinα+2×√(D×a-a²) ×cosα* ≈D×sinα** Фрезерование отвесной стены в) D * α - угол наклона поверхности, a - припуск, удаляемый за один проход ** Такая упрощённая формула достаточно часто применяется для нахождения эффективного диаметра и во многих случаях обеспечивает приемлемый результат. В то же время её следует использовать лишь для грубых оценочных вычислений, так как погрешность формулы, вызванная упрощением, может стать источником серьёзного отклонения от действительного значения диаметра. Внимание: эффективный диаметр! При работе со сферическими фрезами, особенно при угловом врезании и фрезеровании наклонной поверхности, очень важно правильно определить эффективный диаметр. Точность в его вычислении обеспечит верное назначение параметров режима резания и лучшую функциональную характеристику. Пример Фрезы Найти эффективный диаметр при фрезеровании наклонной поверхности сферической фрезой, номинальный диаметр которой 10 мм. Угол наклона поверхности 30°, резание производится с подъёмом по поверхности. Припуск на обработку составляет 0.4 мм и снимается за один проход. В соответствии с таблицей 69 (случай б) на рис. 45): De=(10-2×0.4)×sin30°+2×√(10×0.4-0.4²) ×cos30°=7.99 (мм) ≈8 мм. Для сравнения: указанная в таблице упрощённая формула приведёт к иному результату: 10×sin30°=5 (мм) - погрешность вычислений составит 37.5%. Если же для той же фрезы угол наклона составит 10°, а припуск - 2 мм, расчётный эффективный диаметр De=(10-2×2)×sin10°+2×√(10×2-2²) ×cos10°=8.9 (мм), упрощённая формула даст только 1.7 мм! Таким образом, погрешность вычислений достигает 80%! C другой стороны, для угла подъёма фрезы 70° и номинального диаметра 25 мм при снимаемом припуске 1 мм De=(25-2×1)×sin70°+2×√(25-1) ×cos70°=24.96 (мм) ≈25 мм; а по упрощённой формуле - 25×sin70°=23.5 (мм). Погрешность в данном случае всего лишь 6%, что вполне приемлемо. Нетрудно видеть, что формула (15) является частным случаем формулы расчёта эффективного диаметра сферической фрезы при её подъёме по наклонной поверхности и легко получается из последней при подстановке нулевого значения для угла подъёма α. 101 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 101 5/15/11 2:53 PM