Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 101
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022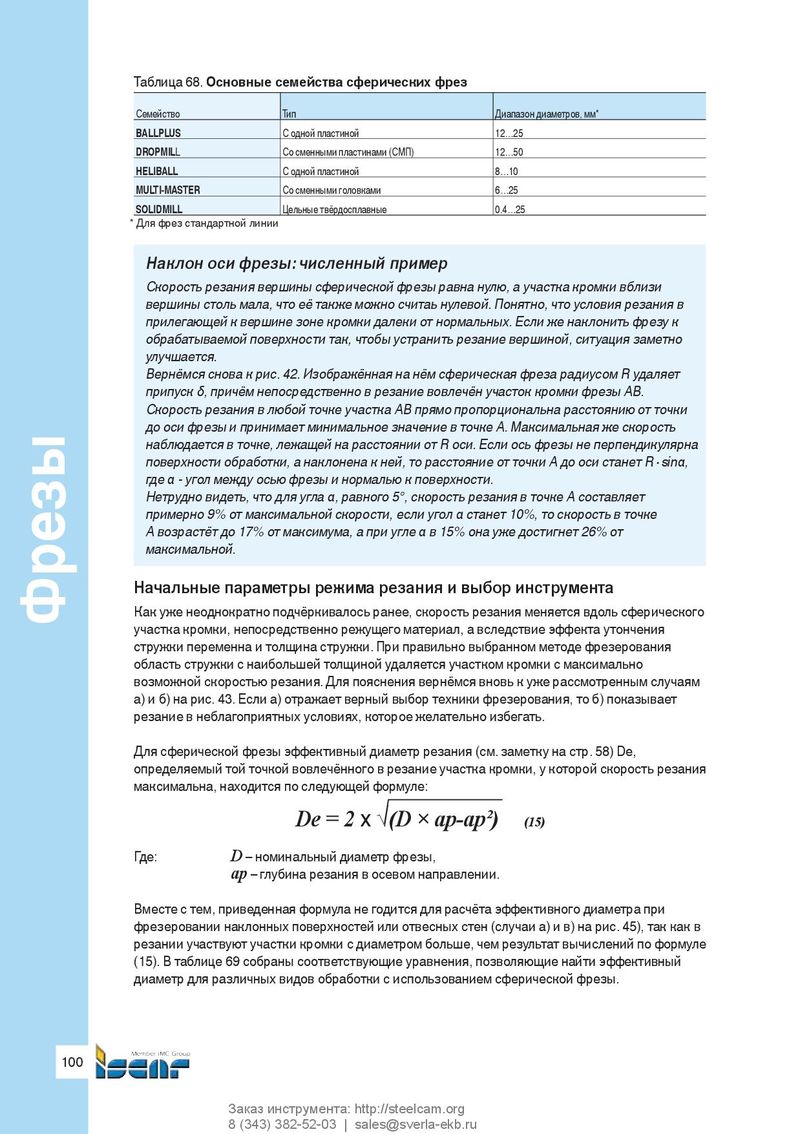
Таблица 68. Основные семейства сферических фрез Семейство Тип Диапазон диаметров, мм* BALLPLUS С одной пластиной 12…25 DROPMILL Со сменными пластинами (СМП) 12…50 HELIBALL С одной пластиной 8…10 MULTI-MASTER Со сменными головками 6…25 SOLIDMILL Цельные твёрдосплавные 0.4…25 * Для фрез стандартной линии Наклон оси фрезы: численный пример Скорость резания вершины сферической фрезы равна нулю, а участка кромки вблизи вершины столь мала, что её также можно считаь нулевой. Понятно, что условия резания в прилегающей к вершине зоне кромки далеки от нормальных. Если же наклонить фрезу к обрабатываемой поверхности так, чтобы устранить резание вершиной, ситуация заметно улучшается. Вернёмся снова к рис. 42. Изображённая на нём сферическая фреза радиусом R удаляет припуск δ, причём непосредственно в резание вовлечён участок кромки фрезы АВ. Скорость резания в любой точке участка АВ прямо пропорциональна расстоянию от точки до оси фрезы и принимает минимальное значение в точке А. Максимальная же скорость наблюдается в точке, лежащей на расстоянии от R оси. Если ось фрезы не перпендикулярна поверхности обработки, а наклонена к ней, то расстояние от точки А до оси станет R∙sinα, где α - угол между осью фрезы и нормалью к поверхности. Нетрудно видеть, что для угла α, равного 5°, скорость резания в точке А составляет примерно 9% от максимальной скорости, если угол α станет 10%, то скорость в точке А возрастёт до 17% от максимума, а при угле α в 15% она уже достигнет 26% от максимальной. Начальные параметры режима резания и выбор инструмента Как уже неоднократно подчёркивалось ранее, скорость резания меняется вдоль сферического Фрезы участка кромки, непосредственно режущего материал, а вследствие эффекта утончения стружки переменна и толщина стружки. При правильно выбранном методе фрезерования область стружки с наибольшей толщиной удаляется участком кромки с максимально возможной скоростью резания. Для пояснения вернёмся вновь к уже рассмотренным случаям а) и б) на рис. 43. Если а) отражает верный выбор техники фрезерования, то б) показывает резание в неблагоприятных условиях, которое желательно избегать. Для сферической фрезы эффективный диаметр резания (см. заметку на стр. 58) De, определяемый той точкой вовлечённого в резание участка кромки, у которой скорость резания максимальна, находится по следующей формуле: De = 2 x √(D × ap-ap²) (15) Где: D – номинальный диаметр фрезы, ap – глубина резания в осевом направлении. Вместе с тем, приведенная формула не годится для расчёта эффективного диаметра при фрезеровании наклонных поверхностей или отвесных стен (случаи а) и в) на рис. 45), так как в резании участвуют участки кромки с диаметром больше, чем результат вычислений по формуле (15). В таблице 69 собраны соответствующие уравнения, позволяющие найти эффективный диаметр для различных видов обработки с использованием сферической фрезы. 100 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 100 5/15/11 2:53 PM