Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 103
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022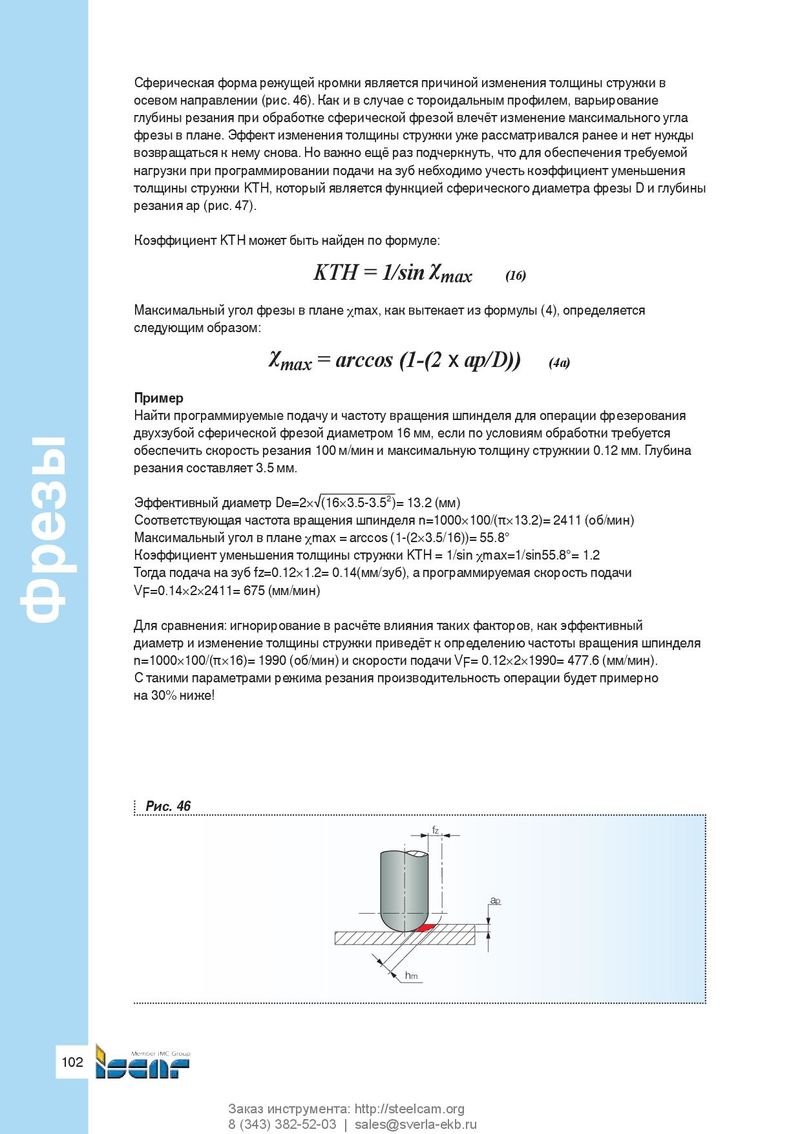
Сферическая форма режущей кромки является причиной изменения толщины стружки в осевом направлении (рис. 46). Как и в случае с тороидальным профилем, варьирование глубины резания при обработке сферической фрезой влечёт изменение максимального угла фрезы в плане. Эффект изменения толщины стружки уже рассматривался ранее и нет нужды возвращаться к нему снова. Но важно ещё раз подчеркнуть, что для обеспечения требуемой нагрузки при программировании подачи на зуб небходимо учесть коэффициент уменьшения толщины стружки KTH, который является функцией сферического диаметра фрезы D и глубины резания ap (рис. 47). Коэффициент KTH может быть найден по формуле: χ KTH = 1/sin max (16) Максимальный угол фрезы в плане χmax, как вытекает из формулы (4), определяется следующим образом: χ max = arccos (1-(2 x ap/D)) (4a) Пример Найти программируемые подачу и частоту вращения шпинделя для операции фрезерования двухзубой сферической фрезой диаметром 16 мм, если по условиям обработки требуется обеспечить скорость резания 100 м/мин и максимальную толщину стружкии 0.12 мм. Глубина резания составляет 3.5 мм. Эффективный диаметр De=2×√(16×3.5-3.5²)= 13.2 (мм) Соответствующая частота вращения шпинделя n=1000×100/(π×13.2)= 2411 (об/мин) Максимальный угол в плане χmax = arccos (1-(2×3.5/16))= 55.8° Коэффициент уменьшения толщины стружки KTH = 1/sin χmax=1/sin55.8°= 1.2 Тогда подача на зуб fz=0.12×1.2= 0.14(мм/зуб), а программируемая скорость подачи V F =0.14×2×2411= 675 (мм/мин) Фрезы Для сравнения: игнорирование в расчёте влияния таких факторов, как эффективный диаметр и изменение толщины стружки приведёт к определению частоты вращения шпинделя n=1000×100/(π×16)= 1990 (об/мин) и скорости подачи V F = 0.12×2×1990= 477.6 (мм/мин). С такими параметрами режима резания производительность операции будет примерно на 30% ниже! Рис. 46 fz ap hm 102 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 102 5/15/11 2:53 PM