Каталог Iscar токарные пластины ISO 2022 - страница 105
Навигация
 Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки Каталог Iscar торцевые фрезы 2022
Каталог Iscar торцевые фрезы 2022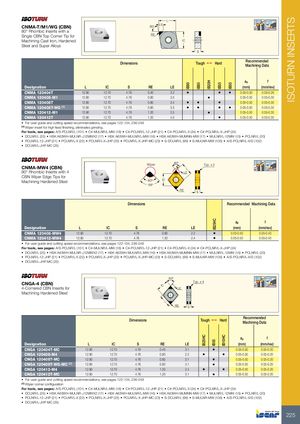
IB90 IB85 IB25HC IB20H IB25HCIB55 IB55 IB10HC IB50 ISOTURN INSERTS L 95º CNMA-T/M1/WG (CBN) 80° LE 95º95º 80° Rhombic Inserts with a Single CBN Top Corner Tip for RE Machining Cast Iron, Hardened IC Steel and Super Alloys S Dimensions Tough 1 Hard RecommendedMachining Data ap f Designation L IC S RE LE (mm) (mm/rev) CNMA 120404T 12.90 12.70 4.76 0.40 3.2 • • • 0.05-0.50 0.05-0.26 CNMA 120408-M1 12.90 12.70 4.76 0.80 3.5 • 0.05-0.50 0.05-0.30 CNMA 120408T 12.90 12.70 4.76 0.80 3.4 • • • 0.05-0.50 0.05-0.30 CNMA 120408T-WG (1) 12.90 12.70 4.76 0.80 3.5 • • • • 0.05-0.50 0.05-0.30 CNMA 120412-M1 12.90 12.70 4.76 1.20 3.5 • 0.05-0.50 0.05-0.30 CNMA 120412T 12.90 12.70 4.76 1.20 4.0 • 0.05-0.50 0.05-0.30 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 (1) Wiper insert for high feed finishing, eliminates grinding. For tools, see pages: A/S-PCLNR/L (101) • C#-MULNR/L-MW (16) • C#-PCLNR/L-12-JHP (21) • C#-PCLNR/L-X (24) • C#-PCLNR/L-X-JHP (24) • DCLNR/L (25) • HSK A63WH-MULNR-J12MWX2 (17) • HSK A63WH-MULNR/L-MW (16) • HSK A63WH-MUMNN-MW (17) • MULNR/L-12MW (15) • PCLNR/L (20) • PCLNR/L-12-JHP (21) • PCLNR/L-X (22) • PCLNR/L-X-JHP (23) • PCLNR/L-X-JHP-MC (23) • S-DCLNR/L (99) • S-MULNR-MW (105) • A/S-PCLNR/L-X/G (102) • DCLNR/L-JHP-MC (25) CNMA-MW4 (CBN) Wiper 80º Typ. x 2 95º 95ºL95º 80° Rhombic Inserts with 4 LE CBN Wiper Edge Tips for Machining Hardened Steel 80º IC 88º RE S Dimensions Recommended Machining Data ap f Designation L IC S RE LE (mm) (mm/rev) CNMA 120408-MW4 12.90 12.70 4.76 0.80 2.2 • 0.05-0.50 0.05-0.40 CNMA 120412-MW4 12.90 12.70 4.76 1.20 2.4 • 0.05-0.50 0.05-0.40 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 For tools, see pages: A/S-PCLNR/L (101) • C#-MULNR/L-MW (16) • C#-PCLNR/L-12-JHP (21) • C#-PCLNR/L-X (24) • C#-PCLNR/L-X-JHP (24) • DCLNR/L (25) • HSK A63WH-MULNR-J12MWX2 (17) • HSK A63WH-MULNR/L-MW (16) • HSK A63WH-MUMNN-MW (17) • MULNR/L-12MW (15) • PCLNR/L (20) • PCLNR/L-12-JHP (21) • PCLNR/L-X (22) • PCLNR/L-X-JHP (23) • PCLNR/L-X-JHP-MC (23) • S-DCLNR/L (99) • S-MULNR-MW (105) • A/S-PCLNR/L-X/G (102) • DCLNR/L-JHP-MC (25) 80º 95º CNGA-4 (CBN) Typ. x 4 95ºIC95º 4-Cornered CBN Inserts for LE Machining Hardened Steel L RE S Dimensions Tough 1 Hard RecommendedMachining Data ap f Designation L IC S RE LE (mm) (mm/rev) CNGA 120404T-MC 12.90 12.70 4.76 0.40 3.1 • 0.05-0.50 0.05-0.20 CNGA 120408-M4 12.90 12.70 4.76 0.80 2.2 • • 0.05-0.50 0.05-0.20 CNGA 120408T-MC 12.90 12.70 4.76 0.80 3.1 • 0.05-0.50 0.05-0.20 CNGA 120408T-WG-MC (1) 12.90 12.70 4.76 0.80 3.1 • 0.05-0.50 0.05-0.20 CNGA 120412-M4 12.90 12.70 4.76 1.20 2.4 • • 0.05-0.50 0.05-0.20 CNGA 120412T-MC 12.90 12.70 4.76 1.20 3.1 • 0.05-0.50 0.05-0.20 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 (1) Wiper corner configuration For tools, see pages: A/S-PCLNR/L (101) • C#-MULNR/L-MW (16) • C#-PCLNR/L-12-JHP (21) • C#-PCLNR/L-X (24) • C#-PCLNR/L-X-JHP (24) • DCLNR/L (25) • HSK A63WH-MULNR-J12MWX2 (17) • HSK A63WH-MULNR/L-MW (16) • HSK A63WH-MUMNN-MW (17) • MULNR/L-12MW (15) • PCLNR/L (20) • PCLNR/L-12-JHP (21) • PCLNR/L-X (22) • PCLNR/L-X-JHP (23) • PCLNR/L-X-JHP-MC (23) • S-DCLNR/L (99) • S-MULNR-MW (105) • A/S-PCLNR/L-X/G (102) • DCLNR/L-JHP-MC (25) 225