Каталог Iscar монолитные фрезы 2022 - страница 71
Навигация
 Каталог Iscar торцевые фрезы 2022
Каталог Iscar торцевые фрезы 2022 Каталог Iscar инструмент для нарезания резьбы
Каталог Iscar инструмент для нарезания резьбы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar сверла со сменной режущей частью 2022
Каталог Iscar сверла со сменной режущей частью 2022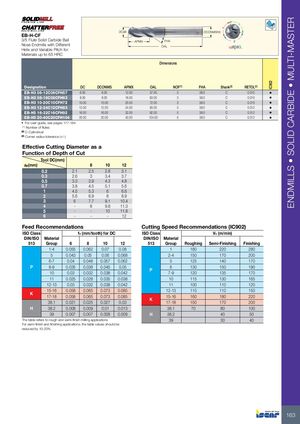
IC902 ENDMILLS • SOLID CARBIDE • MULTI-MASTER λ α DCe8 DCONMSh6 EB-H-CF 3/5 Flute Solid Carbide Ball APMX FHA β Nose Endmills with DifferentHelix and Variable Pitch for OAL α#β#λ Materials up to 65 HRC Dimensions Designation DC DCONMS APMX OAL NOF(1) FHA Shank(2) RETOL(3) EB-H3 06-12C06CFH57 6.00 6.00 12.00 57.00 3 38.0 C 0.010 • EB-H3 08-16C08CFH63 8.00 8.00 16.00 63.00 3 38.0 C 0.010 • EB-H3 10-20C10CFH72 10.00 10.00 20.00 72.00 3 38.0 C 0.010 • EB-H3 12-24C12CFH83 12.00 12.00 24.00 83.00 3 38.0 C 0.012 • EB-H5 16-32C16CFH92 16.00 16.00 32.00 92.00 5 38.0 C 0.012 • EB-H5 20-40C20CFH104 20.00 20.00 40.00 104.00 5 38.0 C 0.012 • • For user guide, see pages 177-184 (1) Number of flutes (2) C-Cylindrical (3) Corner radius tolerance (+/-) Effective Cutting Diameter as a Function of Depth of Cut Tool DC(mm) ap(mm) 8 10 12 0.2 2.1 2.5 2.8 3.1 0.3 2.6 3 3.4 3.7 0.5 3.3 3.9 4.3 4.8 0.7 3.8 4.5 5.1 5.6 1 4.5 5.3 6 6.6 2 5.6 6.9 8 8.9 3 6 7.7 9.1 10.4 4 - 8 9.8 11.3 5 - - 10 11.8 6 - - - 12 Feed Recommendations Cutting Speed Recommendations (IC902) ISO Class fz (mm/tooth) for DC ISO Class Vc (m/min) DIN/ISO Material DIN/ISO Material 513 Group 6 8 10 12 513 Group Roughing Semi-Finishing Finishing 1-4 0.055 0.062 0.07 0.08 1 180 220 280 5 0.043 0.05 0.06 0.068 2-4 150 170 200 6-7 0.04 0.048 0.057 0.062 5 125 140 170 P 8-9 0.035 0.038 0.045 0.05100.030.0320.0380.042P 67-9 130120 150135 190170 11 0.025 0.028 0.035 0.038 10 115 130 165 12-13 0.03 0.032 0.038 0.042 11 100 110 120 K 15-16 0.058 0.065 0.073 0.08517-180.0580.0650.0730.08538.10.0210.0250.0270.0312-13110K15-1617-18160150110180170150220200 H 38.2 0.008 0.009 0.01 0.013 38.1 70 80 100 39 0.007 0.007 0.008 0.009 H 38.2 40 50 The table refers to rough and semi-finish milling applications 39 30 40 For semi-finish and finishing applications, the table values should be reduced by 10-20% 163