Каталог Guhring сверла со сменными пластинами - страница 37
Навигация
 Каталог Guhring пластины PKD и CBN
Каталог Guhring пластины PKD и CBN Основной каталог Guhring 2011
Основной каталог Guhring 2011 Каталог Guhring резьбонарезной инструмент
Каталог Guhring резьбонарезной инструмент Каталог Guhring зенкеры и зенковки
Каталог Guhring зенкеры и зенковки Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring высокопроизводительный инструмент по отличной цене SuperLine
Каталог Guhring высокопроизводительный инструмент по отличной цене SuperLine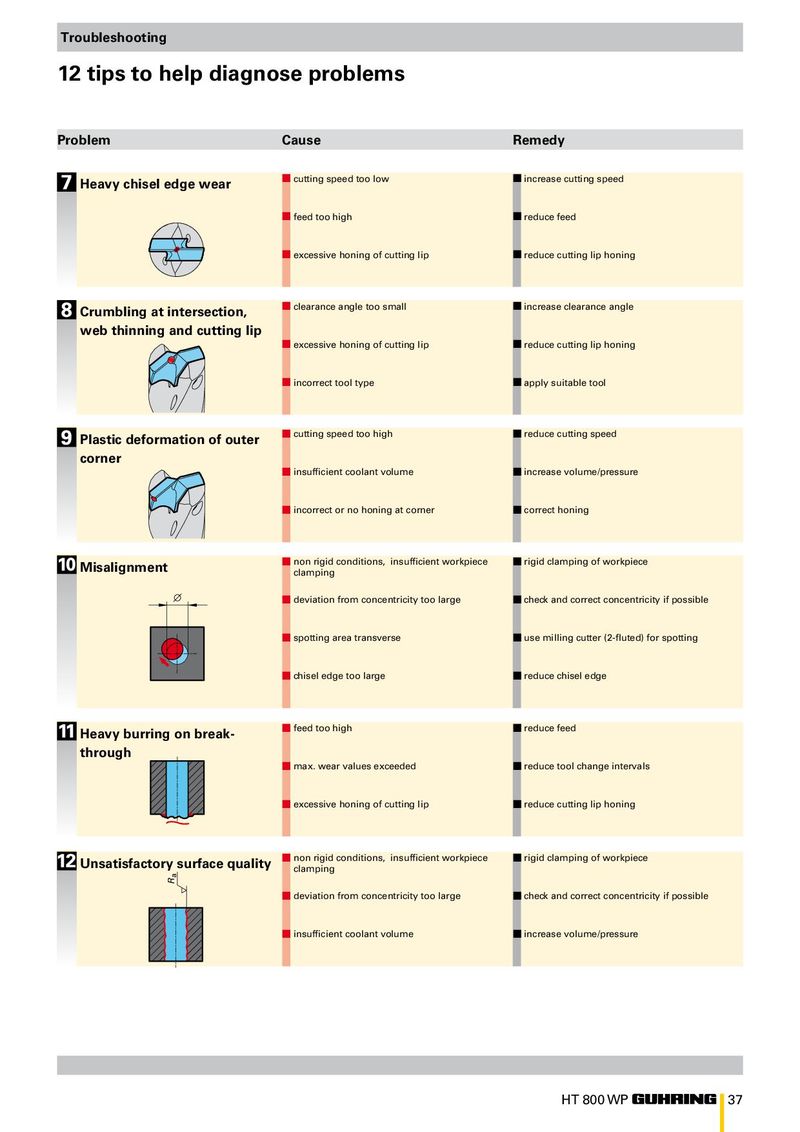
Troubleshooting 12 tips to help diagnose problems Problem Cause Remedy cutting speed too low increase cutting speed Heavy chisel edge wear feed too high reduce feed excessive honing of cutting lip reduce cutting lip honing clearance angle too small increase clearance angle Crumbling at intersection, web thinning and cutting lip excessive honing of cutting lip reduce cutting lip honing incorrect tool type apply suitable tool cutting speed too high reduce cutting speed Plastic deformation of outer corner insufficient coolant volume increase volume/pressure incorrect or no honing at corner correct honing non rigid conditions, insufficient workpiece rigid clamping of workpiece Misalignment clamping deviation from concentricity too large check and correct concentricity if possible spotting area transverse use milling cutter (2-fluted) for spotting chisel edge too large reduce chisel edge feed too high reduce feed Heavy burring on break- through max. wear values exceeded reduce tool change intervals excessive honing of cutting lip reduce cutting lip honing non rigid conditions, insufficient workpiece rigid clamping of workpiece Unsatisfactory surface quality clamping a R deviation from concentricity too large check and correct concentricity if possible insufficient coolant volume increase volume/pressure HT 800 WP 37