Каталог Guhring инструментальная оснастка - страница 27
Навигация
 Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 Каталог Guhring программа метчиков высочайшего качества PowerTap
Каталог Guhring программа метчиков высочайшего качества PowerTap Каталог Guhring инструмент PKD CBN
Каталог Guhring инструмент PKD CBN Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring сверла со сменными пластинами
Каталог Guhring сверла со сменными пластинами 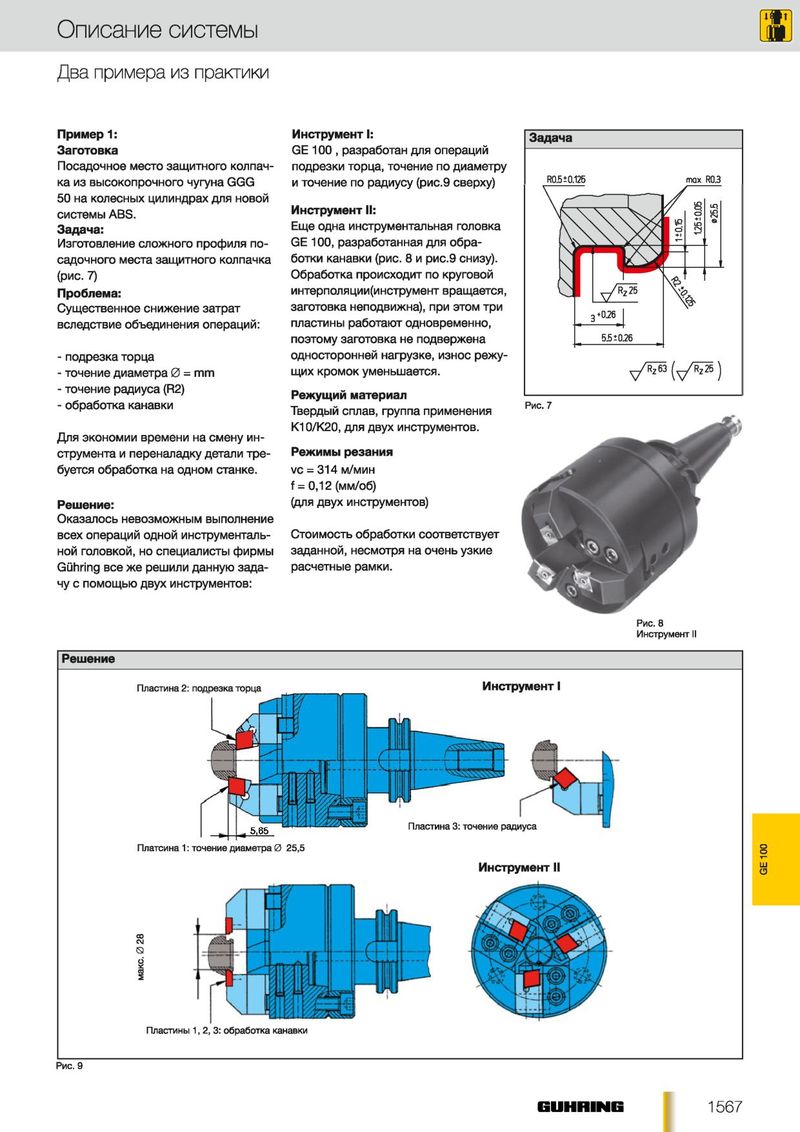
Описание системы Д ва прим ера из практики Пример 1: Инструмент I: Задача Заготовка GE 100 , разработан для операций Посадочное место защитного колпач подрезки торца, точение по диаметру ка из высокопрочного чугуна GGG и точение по радиусу (рис.9 сверху) R0.5 ± 0.12Б max R0.3 50 на колесных цилиндрах для новой Инструмент II: системы ABS. Задача: Еще одна инструментальная головка Изготовление сложного профиля по GE 100, разработанная для обра садочного места защитного колпачка ботки канавки (рис. 8 и рис.9 снизу). (рис. 7) Обработка происходит по круговой Проблема: интерполяции(инструмент вращается, Существенное снижение затрат заготовка неподвижна), при этом три вследствие объединения операций: пластины работают одновременно, поэтому заготовка не подвержена - подрезка торца односторонней нагрузке, износ режу - точение диаметра 0 = mm щих кромок уменьшается. - точение радиуса (R2) Режущий материал - обработка канавки Твердый сплав, группа применения К10/К20, для двух инструментов. Для экономии времени на смену ин струмента и переналадку детали тре Режимы резания буется обработка на одном станке. vc = 314 м/мин f = 0,12 (мм/об) Решение: (для двух инструментов) Оказалось невозможным выполнение всех операций одной инструменталь Стоимость обработки соответствует ной головкой, но специалисты фирмы заданной, несмотря на очень узкие Guhring все же решили данную зада расчетные рамки. чу с помощью двух инструментов: Рис. 8 Инструмент II Решение Пластина 2: подрезка торца Инструмент I Пластина 3: точение радиуса Платсина 1: точение диаметра 0 25,5 Инструмент II G E100 Рис. 9 1567