Каталог Guhring инструментальная оснастка - страница 28
Навигация
 Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 Каталог Guhring программа метчиков высочайшего качества PowerTap
Каталог Guhring программа метчиков высочайшего качества PowerTap Каталог Guhring инструмент PKD CBN
Каталог Guhring инструмент PKD CBN Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring сверла со сменными пластинами
Каталог Guhring сверла со сменными пластинами 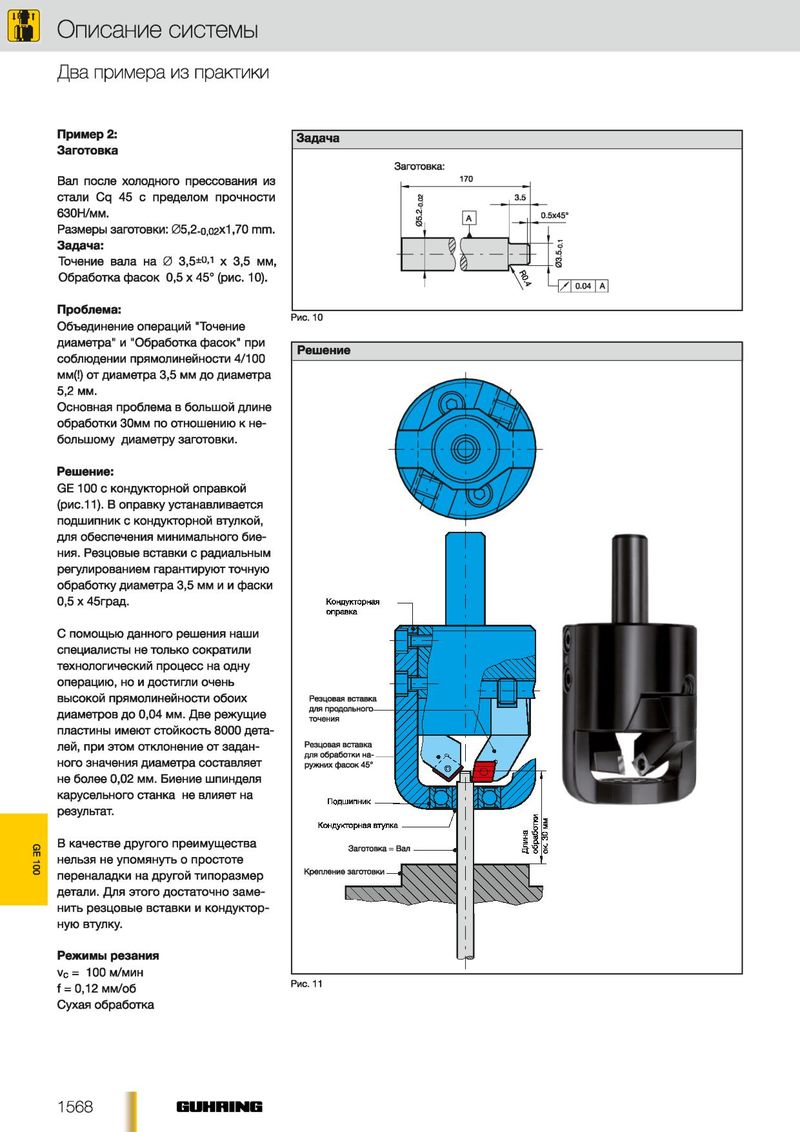
Описание системы Д ва прим ера из практики Пример 2: Задача Заготовка 3 аготовка: Вал после холодного прессования из 170 стали Cq 45 с пределом прочности 3 3.5 о CVJ бЗОН/мм. ю 0. 5x45° Размеры заготовки: 05,2-0,02x1,70 mm. г Задача: — Точение вала на 0 З.б*0-1 х 3,5 мм, V ' - 1 03.5-0.1 Обработка фасок 0,5 х 45° (рис. 10). —И 0.04 I А I Проблема: Рис. 10 Объединение операций "Точение диаметра" и "Обработка фасок" при Решение соблюдении прямолинейности 4/100 мм(!) от диаметра 3,5 мм до диаметра 5,2 мм. Основная проблема в большой длине обработки 30мм по отношению к не большому диаметру заготовки. Решение: GE 100 с кондукторной оправкой (рис.11). В оправку устанавливается подшипник с кондукторной втулкой, для обеспечения минимального бие ния. Резцовые вставки с радиальным регулированием гарантируют точную обработку диаметра 3,5 мм и и фаски 0,5 х 45град. С помощью данного решения наши специалисты не только сократили технологический процесс на одну операцию, но и достигли очень высокой прямолинейности обоих Резцовая вставка для продол Ь Н О ГО - диаметров до 0,04 мм. Две режущие точения пластины имеют стойкость 8000 дета лей, при этом отклонение от задан Резцовая вставка для обработки на- ного значения диаметра составляет ружних фасок 45' не более 0,02 мм. Биение шпинделя карусельного станка не влияет на результат. GE 100 В качестве другого преимущества Заготовка = Вал нельзя не упомянуть о простоте Крепление заготовки переналадки на другой типоразмер детали. Для этого достаточно заме нить резцовые вставки и кондуктор ную втулку. Режимы резания _pssP vc = 100 м/мин РИС. 11 f = 0,12 мм/об Сухая обработка 1568 GUHHING