Каталог Guhring инструментальная оснастка - страница 15
Навигация
 Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 Каталог Guhring программа метчиков высочайшего качества PowerTap
Каталог Guhring программа метчиков высочайшего качества PowerTap Каталог Guhring инструмент PKD CBN
Каталог Guhring инструмент PKD CBN Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring сверла со сменными пластинами
Каталог Guhring сверла со сменными пластинами 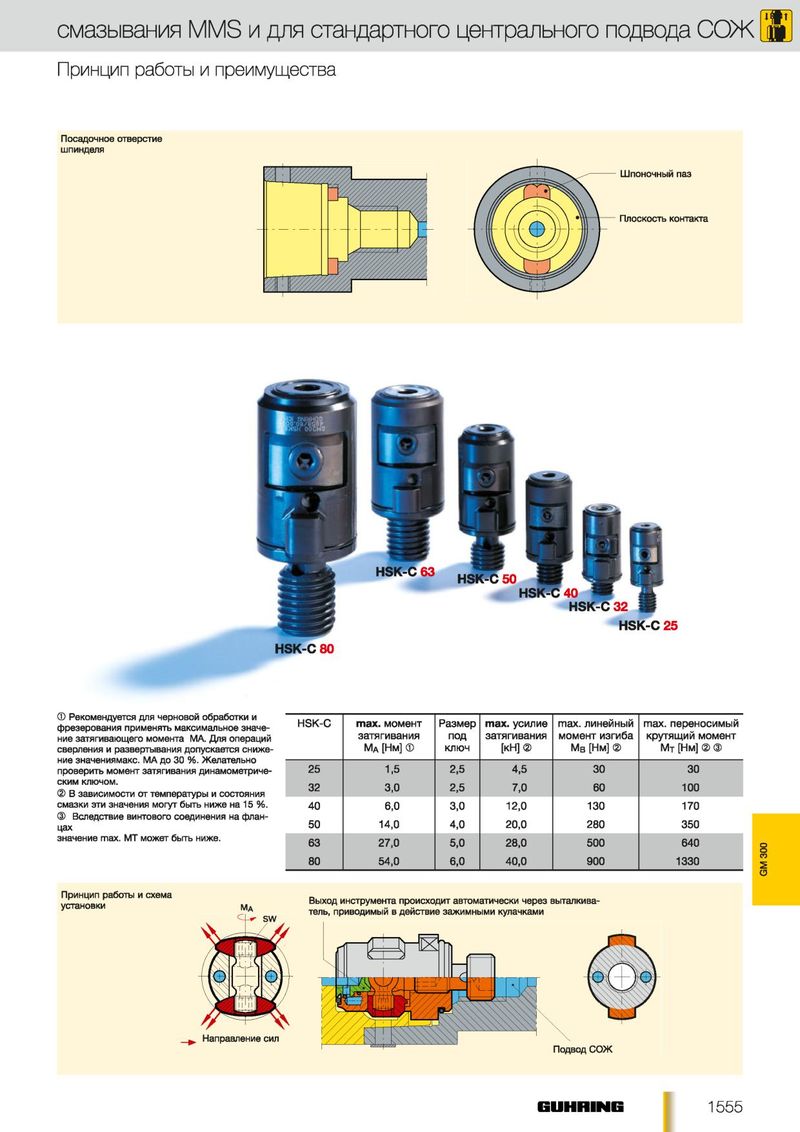
смазывания MMS и для стандартного центрального подвода СОЖ и Л Принцип работы и преим ущ ества Посадочное отверстие шпинделя Ш поночный паз Плоскость контакта © Рекомендуется для черновой обработки и фрезерования применять максимальное значе HSK-C m a x . момент Размер m a x . усилие max. линейный max. переносимый ние затягивающ его момента МА. Для операций затягивания ПОД затягивания момент изгиба крутящий момент сверления и развертывания допускается сниже МА [Н м] Ф ключ [кН] (D Мв [Нм] ® Мт [Нм] ® (D ние значениямакс. МА до 30 %. Желательно проверить момент затягивания динамометриче 25 1,5 2,5 4,5 30 30 ским ключом. 32 3,0 2,5 7,0 60 100 © В зависимости от температуры и состояния смазки эти значения могут быть ниже на 15 %. 40 6,0 3,0 12,0 130 170 © Вследствие винтового соединения на флан цах 50 14,0 4,0 20,0 280 350 значение max. МТ может быть ниже. 63 27,0 5,0 28,0 500 640 80 54,0 6,0 40,0 900 1330 GM 300 Принцип работы и схема Выход инструмента происходит автоматически через выталкива установки Мд тель, приводимый в действие зажимными кулачками 1555