Каталог Erojet монолитные резбофрезы - страница 31
Навигация
 Каталог Erojet резьбонарезные пластины и державки
Каталог Erojet резьбонарезные пластины и державки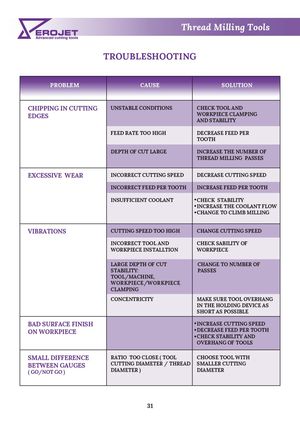
Thread Milling Tools TROUBLESHOOTING PROBLEM CAUSE SOLUTION CHIPPING IN CUTTING UNSTABLE CONDITIONS CHECK TOOL AND EDGES WORKPIECE CLAMPING AND STABILITY FEED RATE TOO HIGH DECREASE FEED PER TOOTH DEPTH OF CUT LARGE INCREASE THE NUMBER OF THREAD MILLING PASSES EXCESSIVE WEAR INCORRECT CUTTING SPEED DECREASE CUTTING SPEED INCORRECT FEED PER TOOTH INCREASE FEED PER TOOTH INSUFFICIENT COOLANT CHECK STABILITY INCREASE THE COOLANT FLOW CHANGE TO CLIMB MILLING VIBRATIONS CUTTING SPEED TOO HIGH CHANGE CUTTING SPEED INCORRECT TOOL AND CHECK SABILITY OF WORKPIECE INSTALLTION WORKPIECE LARGE DEPTH OF CUT CHANGE TO NUMBER OF STABILITY: PASSES TOOL/MACHINE, WORKPIECE/WORKPIECE CLAMPING CONCENTRICITY MAKE SURE TOOL OVERHANG IN THE HOLDING DEVICE AS SHORT AS POSSIBLE BAD SURFACE FINISH INCREASE CUTTING SPEED ON WORKPIECE DECREASE FEED PER TOOTH CHECK STABILITY AND OVERHANG OF TOOLS SMALL DIFFERENCE RATIO TOO CLOSE ( TOOL CHOOSE TOOL WITH BETWEEN GAUGES CUTTING DIAMETER / THREAD SMALLER CUTTING ( GO/NOT GO ) DIAMETER ) DIAMETER 31