Каталог ARNO монолитный осевой инструмент - страница 99
Навигация
 Каталог ARNO инструмент для токарной обработки 2018
Каталог ARNO инструмент для токарной обработки 2018 Каталог ARNO концевые твердосплавные фрезы AFV
Каталог ARNO концевые твердосплавные фрезы AFV Каталог ARNO инструмент и сменные пластины для токарной обработки и обработки резьбы
Каталог ARNO инструмент и сменные пластины для токарной обработки и обработки резьбы Каталог ARNO обработка канавок и отрезка 2018
Каталог ARNO обработка канавок и отрезка 2018 Каталог ARNO инструмент для обработки отверстий 2016
Каталог ARNO инструмент для обработки отверстий 2016 Каталог ARNO фрезы и сменные пластины для фрезерной обработки 2015
Каталог ARNO фрезы и сменные пластины для фрезерной обработки 2015 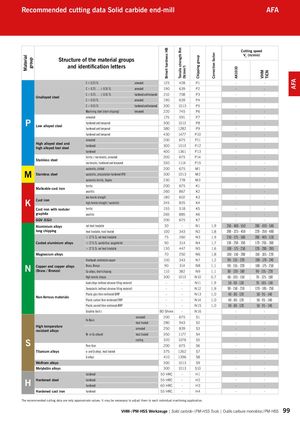
Material group Brinell hardness HB Tensile strength Rm (N/mm²) Chipping group Correction factor AK1010 VHM TiCN AFA Recommended cutting data Solid carbide end-mill AFA Cutting speed Structure of the material groups Vc (m/min) and identification letters C ≤ 0.25 % annealed 125 428 P1 - - C > 0.25 … ≤ 0.55 % annealed 190 639 P2 - - C > 0.25 … ≤ 0.55 % hardened and tempered 210 708 P3 - - Unalloyed steel C > 0.55 % annealed 190 639 P4 - - C > 0.55 % hardened and tempered 300 1013 P5 - - Machining steel (short-chipping) tempered 220 745 P6 - - annealed 175 591 P7 - - P Low alloyed steel hardened and temperedhardened and tempered 300 1013 P8 - -3801282P9-- hardened and tempered 430 1477 P10 - - annealed 200 675 P11 - - High alloyed steel andhigh alloyed tool steelhardened 300 1013 P12 - - hardened 400 1361 P13 - - ferritic / martensitic, annealed 200 675 P14 - - Stainless steel martensitic, hardened and tempered 330 1114 P15 - - austenitic, chilled 200 675 M1 - - M Stainless steel austenitic, precipitation-hardened (PH) 300 1013 M2 - - austenitic-ferritic, Duplex 230 778 M3 - - ferritic 200 675 K1 - - Malleable cast iron pearlitic 260 867 K2 - - low tensile strength 180 602 K3 - - K Cast iron high tensile strength / austenitic 245 825 K4 - - Cast iron with nodular ferritic 155 518 K5 - - graphite pearlitic 265 885 K6 - - GGV (CGI) 200 675 K7 - - Aluminium alloys not heat treatable 30 - N1 1,9 250 - 400 - 550 280 - 430 - 580 long chipping heat treatable, heat treated 100 343 N2 1,8 200 - 325 - 450 220 - 350 - 480 ≤ 12 % Si, not heat treatable 75 260 N3 1,9 250 - 375 - 500 280 - 405 - 530 Casted aluminium alloys ≤ 12 % Si, aushärtbar, ausgehärtet 90 314 N4 1,7 150 - 250 - 350 170 - 265 - 360 > 12 % Si, not heat treatable 130 447 N5 1,6 100 - 175 - 250 120 - 200 - 280 Magnesium alloys 70 250 N6 1,8 100 - 150 - 200 150 - 185 - 220 Unalloyed, elektrolyte copper 100 343 N7 1,2 90 - 155 - 220 100 - 170 - 240 N Copper and copper alloys(Brass / Bronze)Brass, BronzeCu-alloys, short-chipping 90 314 N8 1,1 90 - 155 - 220 100 - 175 - 250110382N91,180 - 130 - 18090 - 155 - 220 High-tensile, Ampco 300 1013 N10 0,7 60 - 105 - 150 70 - 125 - 180 Lead alloys (without abrasive filling material) - - N11 1,9 50 - 90 - 130 70 - 105 - 140 Duroplastic (without abrasive filling material) - - N12 1,9 90 - 150 - 210 120 - 185 - 250 Plastic glas fibre reinforced GFRP - - N13 1,0 40 - 80 - 120 50 - 95 - 140 Non-ferrous materials Plastic carbon fibre reinforced CFRP - - N14 1,0 40 - 80 - 120 50 - 95 - 140 Plastic aramid fibre reinforced AFRP - - N15 1,0 40 - 80 - 120 50 - 95 - 140 Graphite (tech.) 80 Shore - N16 - - annealed 200 675 S1 - - Fe-Basis heat treated 280 943 S2 - - High temperatureresistant alloys annealed 250 839 S3 - - Ni- or Co-alloyed heat treated 350 1177 S4 - - S casting 320 1076 S5 - -Pure titan200675S6-- Titanium alloys α- and β-alloys, heat treated 375 1262 S7 - - β-alloys 410 1396 S8 - - Wolfram alloys 300 1013 S9 - - Molybdän alloys 300 1013 S10 - - hardened 50 HRC - H1 - - H Hardened steel hardenedhardened 55 HRC - H2 - -60 HRC-H3-- Hardened cast iron hardened 55 HRC - H4 - - The recommended cutting data are only approximate values. It may be necessary to adjust them to each individual machining application. VHM- / PM-HSS Werkzeuge | Solid carbide- / PM-HSS Tools | Outils carbure monobloc / PM-HSS 99