Каталог ZCC-CT сверла монолитные - страница 152
Навигация
 Каталог ZCC-CT сверла со сменными пластинами
Каталог ZCC-CT сверла со сменными пластинами Общий каталог ZCC-CT 2019
Общий каталог ZCC-CT 2019 Каталог ZCC-CT расточные системы
Каталог ZCC-CT расточные системы Каталог ZCC-CT фрезы монолитные
Каталог ZCC-CT фрезы монолитные Каталог ZCC-CT фрезы со сменными пластинами
Каталог ZCC-CT фрезы со сменными пластинами Каталог ZCC-CT оснастка
Каталог ZCC-CT оснастка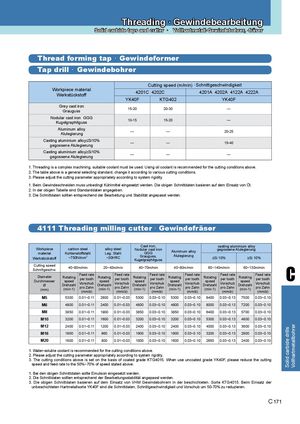
Threading · Gewindebearbeitung Solid carbide taps and cutter · Vollhartmetall-Gewindebohrer, -fräser Thr ead for ming tap · Gewindeformer Tap drill · Gewindebohrer Cutting speed (m/min) · Schnittgeschwindigkeit Workpiece materialWerkstückstoff 4201C 4202C 4201A 4202A 4122A 4222A YK40F KTG402 YK40F Grey cast ironGrauguss 15-20 20-30 --- Nodular cast iron GGGKugelgraphitguss 10-15 15-20 --- Aluminum alloyAlulegierung --- --- 20-25 Casting aluminium alloy≤Si10%gegossene Alulegierung --- --- 15-40 Casting aluminium alloy≥Si10%gegossene Alulegierung --- --- --- 1. Threading is a complex machining, suitable coolant must be used. Using oil coolant is recommended for the cutting conditions above. 2. The table above is a general selecting standard, change it according to various cutting conditions. 3. Please adjust the cutting parameter appropriately according to system rigidity. 1. Beim Gewindeschneiden muss unbedingt Kühlmittel eingesetzt werden. Die obigen Schnittdaten basieren auf dem Einsatz von Öl. 2. In der obigen Tabelle sind Standarddaten angegeben. 3. Die Schnittdaten sollten entsprechend der Bearbeitung und Stabilität angepasst werden. 4111 Threading milling cutter · Gewindefräser Cast iron, casting aluminium alloy Workpiece carbon steelmaterialKohlenstoffstahlWerkstückstoff~750N/mm2alloy steelLeg. Stahl~30HRCNodular cast ironGGGAluminum alloyGrauguss,AlulegierungKugelgraphitgussgegossene Alulegierung≤Si 10%≥Si 10% Cutting speedSchnittgeschw.40~80m/min 20~40m/min 40~70m/min 40~80m/min 60~140m/min 60~130m/minDiameterDurchmesserØ(mm)RotatingspeedDrehzahl(min-1)Feed rateper toothVorschubpro Zahn(mm/z)RotatingspeedDrehzahl(min-1)Feed rateper toothVorschubpro Zahn(mm/z)RotatingspeedDrehzahl(min-1)Feed rateper toothVorschubpro Zahn(mm/z)RotatingspeedDrehzahl(min-1)Feed rateper toothVorschubpro Zahn(mm/z)RotatingspeedDrehzahl(min-1)Feed rateper toothVorschubpro Zahn(mm/z)RotatingspeedDrehzahl(min-1)Feed rateper toothVorschubpro Zahn(mm/z)C M5 5300 0.01~0.11 2800 0.01~0.03 5300 0.03~0.10 5300 0.03~0.10 8400 0.03~0.13 7500 0.03~0.10 M6 4800 0.01~0.11 2400 0.01~0.03 4800 0.03~0.10 4800 0.03~0.10 8000 0.03~0.13 7200 0.03~0.10 M8 3850 0.01~0.11 1900 0.01~0.03 3850 0.03~0.10 3850 0.03~0.10 6400 0.03~0.13 5700 0.03~0.10 M10 3200 0.01~0.11 1600 0.01~0.03 3200 0.03~0.10 3200 0.03~0.10 5300 0.03~0.13 4800 0.03~0.10 M12 2400 0.01~0.11 1200 0.01~0.03 2400 0.03~0.10 2400 0.03~0.10 4000 0.03~0.13 3600 0.03~0.10 M16 1900 0.01~0.11 960 0.01~0.03 1900 0.03~0.10 1900 0.03~0.10 3200 0.03~0.13 2900 0.03~0.10 M20 1600 0.01~0.11 800 0.01~0.03 1600 0.03~0.10 1600 0.03~0.10 2650 0.03~0.13 2400 0.03~0.10 1. Water-soluble coolant is recommended for the cutting conditions above. 2. Please adjust the cutting parameter appropriately according to system rigidity. 3. The cutting conditions above is set on the basis of coated grade KTG4015. When use uncoated grade YK40F, please reduce the cutting speed and feed rate to the 50%~70% of speed stated above. 1. Bei den obigen Schnittdaten sollte Emulsion eingesetzt werden. 2. Die Schnittdaten sollten entsprechend der Bearbeitungsstabilität angepasst werden. 3. Die obigen Schnittdaten basieren auf dem Einsatz von VHM Gewindebohrern in der beschichteten. Sorte KTG4015. Beim Einsatz der unbeschichteten Hartmetallsorte YK40F sind die Schnittdaten, Schnittgeschwindigkeit und Vorschub um 50-70% zu reduzieren. C 171 Solid carbide drills Vollhartmetallbohrer