Каталог ZCC-CT фрезы монолитные - страница 155
Навигация
 Каталог ZCC-CT оснастка
Каталог ZCC-CT оснастка Каталог ZCC-CT фрезы со сменными пластинами
Каталог ZCC-CT фрезы со сменными пластинами Каталог ZCC-CT сверла со сменными пластинами
Каталог ZCC-CT сверла со сменными пластинами Каталог ZCC-CT токарная обработка
Каталог ZCC-CT токарная обработка Каталог ZCC-CT сверла монолитные
Каталог ZCC-CT сверла монолитные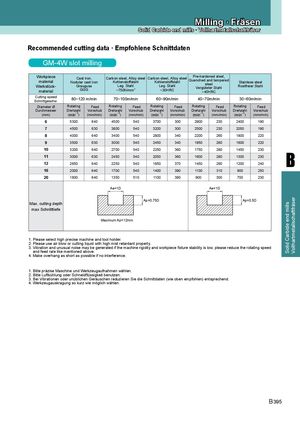
Solid Carbide end mills Vollhartmetallschaftfräser Milling · Fräsen Solid Carbide end mills · Vollhartmetallschaftfräser Recommended cutting data · Empfohlene Schnittdaten GM-4W slot milling WorkpiecematerialWerkstück-materialCast iron,Nodular cast ironGraugussGGGCarbon steel, Alloy steelKohlenstoffstahlLeg. Stahl~750N/mm2Carbon steel, Alloy steelKohlenstoffstahlLeg. Stahl~30HRCPre-hardened steel,Quenched and temperedsteelVergüteter Stahl~40HRCStainless steelRostfreier Stahl Cutting speedSchnittgeschw.80~120 m/min 70~100m/min 60~90m/min 40~70m/min 30~60m/min Diameter Ø Rotating Feed Rotating Feed Rotating Feed Rotating Feed Rotating Feed Durchmesser Drehzahl Vorschub Drehzahl Vorschub Drehzahl Vorschub Drehzahl Vorschub Drehzahl Vorschub (mm) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) 6 5300 640 4500 540 3700 300 2900 230 2400 190 7 4500 630 3800 540 3200 300 2500 230 2050 190 8 4000 640 3400 540 2800 340 2200 260 1800 220 9 3500 630 3000 540 2450 340 1950 260 1600 220 10 3200 640 2700 540 2250 360 1750 280 1450 230 1112 3000 630 2450 540 2050 360 1600 280 1300 23026506402250540185037014502901200240B 16 2000 640 1700 540 1400 390 1100 310 900 250 20 1600 640 1350 510 1100 390 900 300 700 230 Ae=1D Ae=1D Ap=0.75D Ap=0.5D Max. cutting depth max Schnitttiefe Maximum Ap=12mm 1. Please select high precise machine and tool holder. 2. Please use air blow or cutting liquid with high mist retardant property. 3. Vibration and unusual noise may be generated if the machine rigidity and workpiece fixture stability is low, please reduce the rotating speed and feed rate like mentioned above. 4. Make overhang as short as possible if no interference. 1. Bitte präzise Maschine und Werkzeugaufnahmen wählen. 2. Bitte Luftkühlung oder Schneidflüssigkeit benutzen. 3. Bei Vibrationen oder unüblichen Geräuschen reduzieren Sie die Schnittdaten (wie oben empfohlen) entsprechend. 4. Werkzeugauskragung so kurz wie möglich wählen. B 395