Общий каталог YG-1 2018 - страница 674
Навигация
 Каталог YG-1 сверлильный инструмент
Каталог YG-1 сверлильный инструмент Каталог YG-1 инструментальная оснастка
Каталог YG-1 инструментальная оснастка Каталог YG-1 сменные пластины
Каталог YG-1 сменные пластины Каталог YG-1 фрезерование
Каталог YG-1 фрезерование Каталог YG-1 твердосплавные борфрезы
Каталог YG-1 твердосплавные борфрезы Каталог YG-1 резьбонарезной инструмент
Каталог YG-1 резьбонарезной инструмент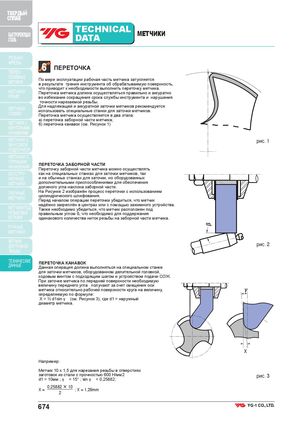
ТВЕРДЫЙ СПЛАВ БЫСТРОРЕЖУЩАЯСТАЛЬ TECHNICALDATA МЕТЧИКИ РЕЗЬБО- ФРЕЗЫТВЕРДО- 6 ПЕРЕТОЧКА СПЛАВНЫЕМЕТЧИКИ По мере эксплуатации рабочая часть метчика затупляетсяв результатетрения инструмента об обрабатываемую поверхность, МЕТЧИКИ что приводит к необходимости выполнить переточку метчика.Переточка метчика должна осуществляться правильно и аккуратно PRIME во избежание сокращения срока службы инструмента и нарушения точности нарезаемой резьбы. МЕТЧИКИCOMBO Для надлежащей и аккуратной заточки метчиков рекомендуетсяиспользовать специальные станки для заточки метчиков.Переточка метчика осуществляется в два этапа: а) переточка заборной части метчика; МЕТЧИКИ С б) переточка канавок (см. Рисунок 1) ВИНТОВЫМИ КАНАВКАМИ МЕТЧИКИ С рис. 1 ВИНТОВОЙ ПОДТОЧКОЙ МЕТЧИКИ С ПРЯМЫМИКАНАВКАМИ ПЕРЕТОЧКА ЗАБОРНОЙ ЧАСТИПереточку заборной части метчика можно осуществлять БЕССТРУ- как на специальных станках для заточки метчиков, так ЖЕЧНЫЕ и на обычных станках для заточки, но оборудованных МЕТЧИКИ дополнительными приспособлениями для обеспечения должного угла наклона заборной части. ГАЕЧНЫЕМЕТЧИКИ На Рисунке 2 изображён процесс переточки с использованиемцилиндрического шлифования.Перед началом операции переточки убедиться, что метчик МЕТЧИКИ ПОД надёжно закреплён в центрах или с помощью зажимного устройства.Также необходимо убедиться, что метчик расположен под РЕЗЬБОВЫЕ правильным углом ß, что необходимо для поддержания ВСТАВКИ одинакового количества ниток резьбы на заборной части метчика. РУЧНЫЕ МЕТЧИКИ МЕТЧИКИДЛЯ ТРУБНОЙ рис. 2 РЕЗЬБЫ ТЕХНИЧЕСКИЕДАННЫЕПЕРЕТОЧКА КАНАВОКДанная операция должна выполняться на специальном станке для заточки метчиков, оборудованном делительной головкой, ходовым винтом с подходящим шагом и устройством подачи СОЖ. При заточке метчика по передней поверхности необходимую величину переднего угла получают за счет смещения оси метчика относительно рабочей поверхности круга на величину, γ определяемую по формуле: X = ½ d1sin γ (см. Рисунок 3), где d1 = наружный диаметр метчика. X Например: Метчик 10 х 1,5 для нарезания резьбы в отверстиях заготовок из стали с прочностью 600 Н/мм2 рис. 3 d1 = 10мм ; γ = 15° ; sin γ = 0,25882; X= 0,25882 × 102 ; X = 1,29mm 674 β