Каталог YG-1 фрезерование - страница 373
Навигация
 Каталог YG-1 сверлильный инструмент
Каталог YG-1 сверлильный инструмент Каталог YG-1 резьбонарезной инструмент
Каталог YG-1 резьбонарезной инструмент Каталог YG-1 сменные пластины
Каталог YG-1 сменные пластины Общий каталог YG-1 2018
Общий каталог YG-1 2018 Каталог YG-1 твердосплавные борфрезы
Каталог YG-1 твердосплавные борфрезы Каталог YG-1 инструментальная оснастка
Каталог YG-1 инструментальная оснастка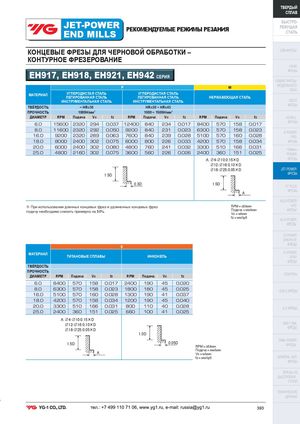
ТВЕРДЫЙ СПЛАВ JET-POWEREND MILLS РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ БЫСТРО-РЕЖУЩАЯСТАЛЬ КОНЦЕВЫЕ ФРЕЗЫ ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ – CBN ФРЕЗЫ КОНТУРНОЕ ФРЕЗЕРОВАНИЕ i-Xmill ФРЕЗЫ EH917, EH918, EH921, EH942 СЕРИЯ i-SMART ФРЕЗЫ P M МОДУЛЬНОГОТИПА МАТЕРИАЛ УГЛЕРОДИСТАЯ СТАЛЬ УГЛЕРОДИСТАЯ СТАЛЬ ЛЕГИРОВАННАЯ СТАЛЬ ЛЕГИРОВАННАЯ СТАЛЬ НЕРЖАВЕЮЩАЯ СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ X5070 ТВЁРДОСТЬ ~ HRc30 HRc30 ~ HRc45 ФРЕЗЫ ПРОЧНОСТЬ 1000Н/мм2 1000 ~ 1500Н/мм2 ДИАМЕТР RPM Подача Vc fz RPM Подача Vc fz RPM Подача Vc fz 4G MILL 6.0 15600 2320 294 0.037 12400 840 234 0.017 8400 570 158 0.017 ФРЕЗЫ 8.0 11600 2320 292 0.050 9200 840 231 0.023 6300 570 158 0.023 X-POWER 16.0 9200 2320 289 0.063 7600 840 239 0.028 5100 570 160 0.028 PRO 18.0 8000 2400 302 0.075 6000 800 226 0.033 4200 570 158 0.034 ФРЕЗЫ 20.0 6000 2400 302 0.080 4800 760 241 0.032 3300 510 166 0.031 TitaNox- 25.0 4800 2160 302 0.075 3600 560 226 0.026 2400 360 151 0.025 POWER A: Ø4-Ø10:0.15×D ФРЕЗЫ Ø12-Ø16:0.10×D Ø18-Ø25:0.05×D JET-POWER 1.5D ФРЕЗЫ 0.3D 1.5D V7 PLUS A ФРЕЗЫ ALU-POWER ※ При использовании длинных концевых фрез и удлиненных концевых фрез RPM = об/мин HPC подачу необходимо снизить примерно на 50%. Подача = мм/мин ФРЕЗЫVc = м/мин fz = мм/зуб ALU-POWER ФРЕЗЫ D-POWER GRAPHITE S ФРЕЗЫ МАТЕРИАЛ ТИТАНОВЫЕ СПЛАВЫ ИНКОНЕЛЬ D-POWERCFRP ФРЕЗЫ ТВЁРДОСТЬ ПРОЧНОСТЬ ДИАМЕТР RPM Подача Vc fz RPM Подача Vc fz РОУТЕРЫ 6.0 8400 570 158 0.017 2400 190 45 0.020 8.0 6300 570 158 0.023 1800 180 45 0.025 CRX S ФРЕЗЫ 16.0 5100 570 160 0.028 1300 190 41 0.037 18.0 4200 570 158 0.034 1200 190 45 0.040 20.0 3300 510 166 0.031 800 110 40 0.028 K-2 ФРЕЗЫ 25.0 2400 360 151 0.025 660 100 41 0.025 A: Ø4-Ø10:0.15×D Ø12-Ø16:0.10×DØ18-Ø25:0.05×D ONLY ONEФРЕЗЫ 1.0D 1.5D 0.05D RPM = об/мин TANK-POWERФРЕЗЫ A Подача = мм/минVc = м/мин fz = мм/зуб GENERAL HSS ФРЕЗЫ ФРЕЗЫ ИЗ БЫСТРОРЕЖ. СТАЛИ ТЕХНИЧЕСКИЕ ДАННЫЕ тел.: +7 499 110 71 06, www.yg1.ru, e-mail: russia@yg1.ru 393