Каталог YG-1 фрезерование - страница 372
Навигация
 Каталог YG-1 сверлильный инструмент
Каталог YG-1 сверлильный инструмент Каталог YG-1 резьбонарезной инструмент
Каталог YG-1 резьбонарезной инструмент Каталог YG-1 сменные пластины
Каталог YG-1 сменные пластины Общий каталог YG-1 2018
Общий каталог YG-1 2018 Каталог YG-1 твердосплавные борфрезы
Каталог YG-1 твердосплавные борфрезы Каталог YG-1 инструментальная оснастка
Каталог YG-1 инструментальная оснастка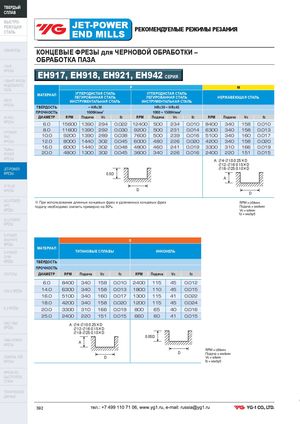
ТВЕРДЫЙ СПЛАВ БЫСТРО-РЕЖУЩАЯСТАЛЬ JET-POWEREND MILLS РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ CBN ФРЕЗЫ КОНЦЕВЫЕ ФРЕЗЫ для ЧЕРНОВОЙ ОБРАБОТКИ – ОБРАБОТКА ПАЗА i-Xmill ФРЕЗЫ EH917, EH918, EH921, EH942 СЕРИЯ i-SMART ФРЕЗЫ МОДУЛЬНОГОТИПА P M МАТЕРИАЛ УГЛЕРОДИСТАЯ СТАЛЬ УГЛЕРОДИСТАЯ СТАЛЬ ЛЕГИРОВАННАЯ СТАЛЬ ЛЕГИРОВАННАЯ СТАЛЬ НЕРЖАВЕЮЩАЯ СТАЛЬ X5070 ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ФРЕЗЫ ТВЁРДОСТЬ ~ HRc30 HRc30 ~ HRc45 ПРОЧНОСТЬ 1000Н/мм2 1000 ~ 1500Н/мм2 4G MILL ДИАМЕТР RPM Подача Vc fz RPM Подача Vc fz RPM Подача Vc fz ФРЕЗЫ 6.0 15600 1390 294 0.022 12400 500 234 0.010 8400 340 158 0.010 X-POWER 8.0 11600 1390 292 0.030 9200 500 231 0.014 6300 340 158 0.013 PRO 10.0 9200 1390 289 0.038 7600 500 239 0.016 5100 340 160 0.017 ФРЕЗЫ 12.0 8000 1440 302 0.045 6000 480 226 0.020 4200 340 158 0.020 TitaNox- 16.0 6000 1440 302 0.048 4800 460 241 0.019 3300 310 166 0.019 POWER 20.0 4800 1300 302 0.045 3600 340 226 0.016 2400 220 151 0.015 ФРЕЗЫ A: Ø4-Ø10:0.25×D Ø12-Ø16:0.15×D JET-POWER Ø18-Ø25:0.10×D ФРЕЗЫ 0.5D A V7 PLUS ФРЕЗЫ D D ALU-POWER ※ При использовании длинных концевых фрез и удлиненных концевых фрез RPM = об/мин HPC подачу необходимо снизить примерно на 50%. Подача = мм/мин ФРЕЗЫ Vc = м/мин fz = мм/зуб ALU-POWER ФРЕЗЫ D-POWER GRAPHITE S ФРЕЗЫ МАТЕРИАЛ D-POWER ТИТАНОВЫЕ СПЛАВЫ ИНКОНЕЛЬ CFRP ФРЕЗЫ ТВЁРДОСТЬ ПРОЧНОСТЬ РОУТЕРЫ ДИАМЕТР RPM Подача Vc fz RPM Подача Vc fz 6.0 8400 340 158 0.010 2400 115 45 0.012 CRX S ФРЕЗЫ 14.0 6300 340 158 0.013 1800 110 45 0.015 16.0 5100 340 160 0.017 1300 115 41 0.022 18.0 4200 340 158 0.020 1200 115 45 0.024 K-2 ФРЕЗЫ 20.0 3300 310 166 0.019 800 65 40 0.016 25.0 2400 220 151 0.015 660 60 41 0.015 ONLY ONEФРЕЗЫ A: Ø4-Ø10:0.25×DØ12-Ø16:0.15×D Ø18-Ø25:0.10×D 0.05D TANK-POWERФРЕЗЫ A RPM = об/мин D Подача = мм/мин GENERAL HSS D Vc = м/мин ФРЕЗЫ fz = мм/зуб ФРЕЗЫ ИЗ БЫСТРОРЕЖ. СТАЛИ ТЕХНИЧЕСКИЕ ДАННЫЕ 392 тел.: +7 499 110 71 06, www.yg1.ru, e-mail: russia@yg1.ru