Краткое руководство Yamawa по каталогам - страница 62
Навигация
 Обший каталог Yamawa 2016 - 2017
Обший каталог Yamawa 2016 - 2017 Общий каталог Yamawa 2022 - 2023
Общий каталог Yamawa 2022 - 2023 Каталоги Yamawa твердосплавные метчики для закаленной стали
Каталоги Yamawa твердосплавные метчики для закаленной стали Общий каталог Yamawa 2021
Общий каталог Yamawa 2021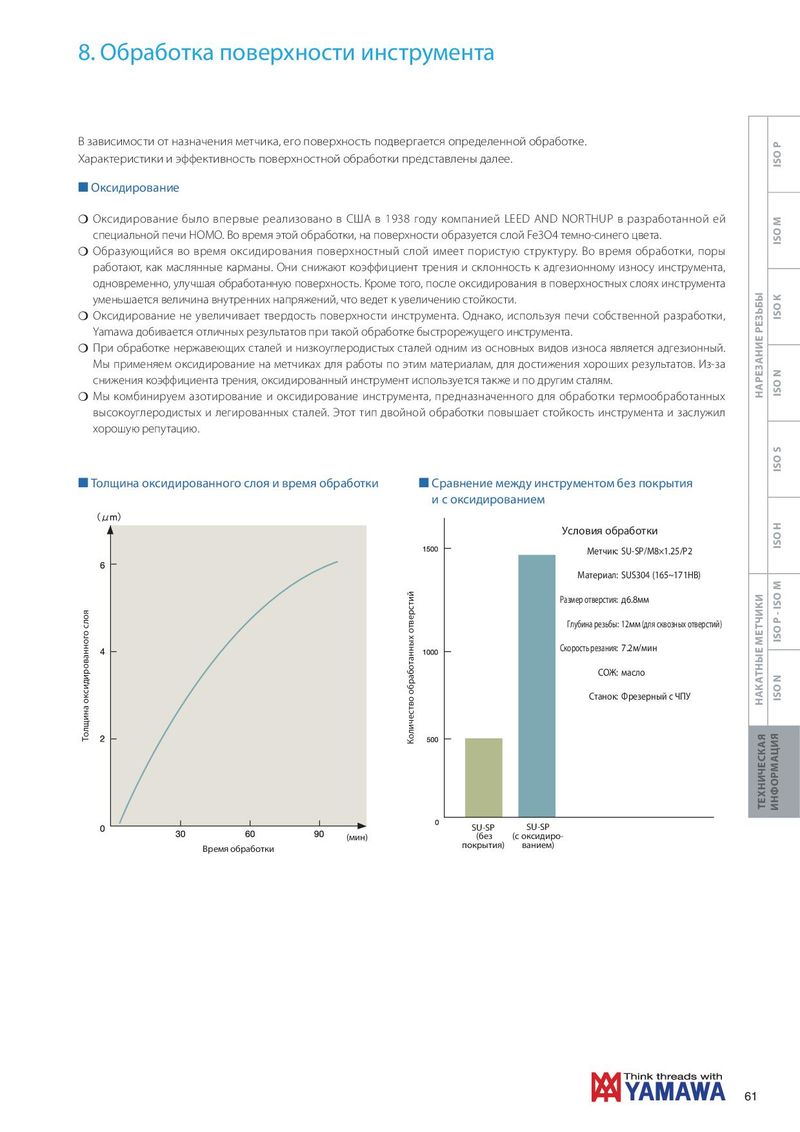
8. Обработка поверхности инструмента Surface Treatment В зависимости от назначения метчика, его поверхность подвергается определенной обработке. The best surface treatment is applied to each tap depending on the tapping purpose. Характеристики и эффективность поверхностной обработки представлены далее. Characteristics and effectiveness of surface treatment are introduced at next section. ISO P ■ ■Oxidizing Оксидирование ○This treatment was processed by using HOMO furnace being made by LEED AND NORTHUP company USA in 1938, and it is called HOMO treatment. P Оксидирование было впервые реализовано в США в 1938 году компанией LEED AND NORTHUP в разработанной ей This treatment is also called vapor treatment and steam treatment. Through this treatment, Fe 3 O 4 layer of blue black color is produced over the tool специальной печи HOMO. Во время этой обработки, на поверхности образуется слой Fe3O4 темно-синего цвета. ISO M surface. P Образующийся во время оксидирования поверхностный слой имеет пористую структуру. Во время обработки, поры ○Oxidization treatment produces porous layer on tool's surface. This porous layer works as oil pocket to reduce friction, to avoid welding and to работают, как маслянные карманы. Они снижают коэффициент трения и склонность к адгезионному износу инструмента, improve the surface roughness of internal screw. Moreover, longer tool life is expected because the treatment reduces the remaining stress of HSS одновременно, улучшая обработанную поверхность. Кроме того, после оксидирования в поверхностных слоях инструмента tools. уменьшается величина внутренних напряжений, что ведет к увеличению стойкости. ○This treatment does not increase the hardness on tool surface. Using the furnace of YAMAWA original design and choosing the proper treatment P Оксидирование не увеличивает твердость поверхности инструмента. Однако, используя печи собственной разработки, ISO K time, we have marked good result of oxidizing for YAMAWA HSS tools. Yamawa добивается отличных результатов при такой обработке быстрорежущего инструмента. P ○Stainless steel and low carbon steel are the materials that are easy to get welding. We are applying this treatment to the special purpose taps for При обработке нержавеющих сталей и низкоуглеродистых сталей одним из основных видов износа является адгезионный. these materials to get good result. Further due to the reduction of friction force, this treatment has good result for wide range of steel type material. Мы применяем оксидирование на метчиках для работы по этим материалам, для достижения хороших результатов. Из-за ○We combine oxidizing with nitriding for the taps designed for thermal refined steels of high carbon steels and alloy steels. This double treatment снижения коэффициента трения, оксидированный инструмент используется также и по другим сталям. P wins good reputation of the market. Мы комбинируем азотирование и оксидирование инструмента, предназначенного для обработки термообработанных НАРЕЗАНИЕ РЕЗЬБЫ ISO N высокоуглеродистых и легированных сталей. Этот тип двойной обработки повышает стойкость инструмента и заслужил хорошую репутацию. ■Thickness of oxide layer and the time of treatment ■Comparison between bright and oxide treated ISO S ■ Толщина оксидированного слоя и время обработки ■ Сравнение между инструментом без покрытия и с оксидированием Условия обработки ISO H Метчик: SU-SP/M8×1.25/P2 Материал: SUS304 (165~171HB) Размер отверстия: д6.8мм Глубина резьбы: 12мм (для сквозных отверстий) ISO P - ISO M Скорость резания: 7.2м/мин СОЖ: масло Станок: Фрезерный с ЧПУ ISO N НАКАТНЫЕ МЕТЧИКИ Толщина оксидированного слоя Количество обработанных отверстий ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ SU-SP SU-SP (мин) (без (с оксидиро- Время обработки покрытия) ванием) 61