Общий каталог Winstar 2015 - 2016 - страница 198
Навигация
 Каталог Winstar инструмент со сменными пластинами 2020
Каталог Winstar инструмент со сменными пластинами 2020 Каталог Winstar фрезерование
Каталог Winstar фрезерование Каталог Winstar сверление
Каталог Winstar сверление Брошюра Winstar основная номенклатура 2021
Брошюра Winstar основная номенклатура 2021 Основной каталог Winstar 2021
Основной каталог Winstar 2021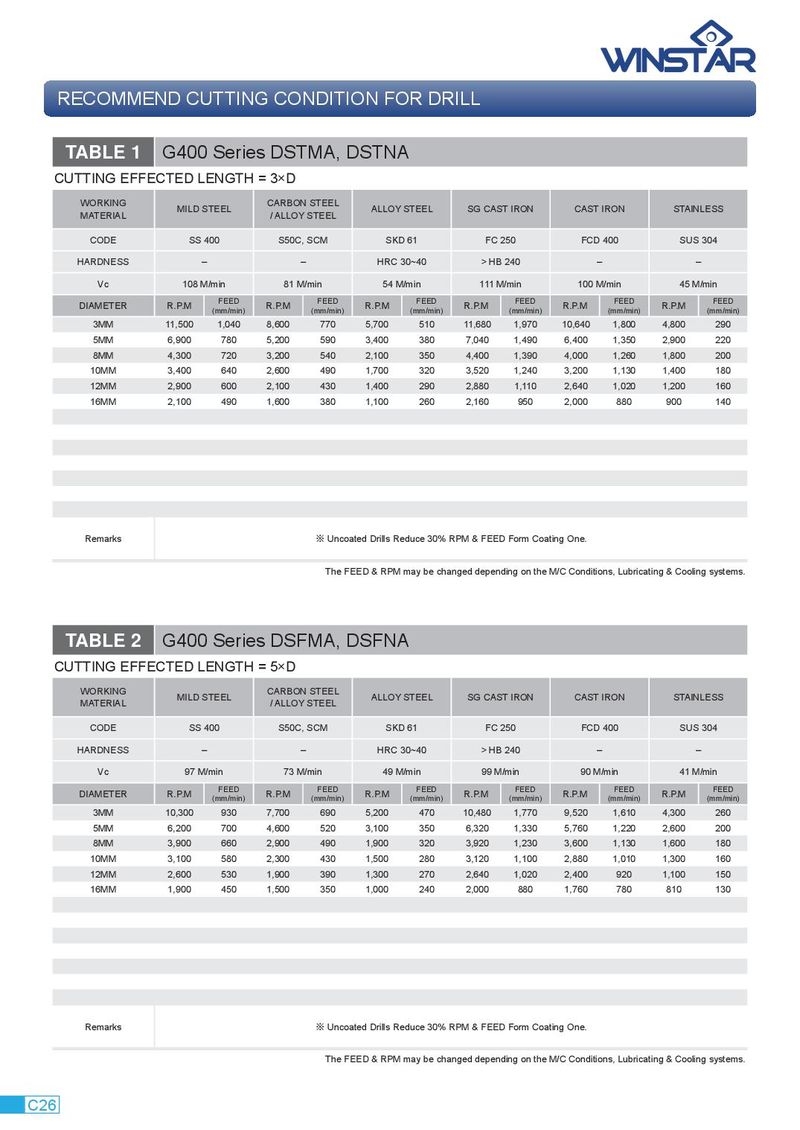
RECOMMEND CUTTING CONDITION FOR DRILL TABLE 1 G400 Series DSTMA, DSTNA CUTTING EFFECTED LENGTH = 3×D WORKING CARBON STEEL MILD STEEL ALLOY STEEL SG CAST IRON CAST IRON STAINLESS MATERIAL / ALLOY STEEL CODE SS 400 S50C, SCM SKD 61 FC 250 FCD 400 SUS 304 HARDNESS ‒ ‒ HRC 30~40 > HB 240 ‒ ‒ Vc 108 M/min 81 M/min 54 M/min 111 M/min 100 M/min 45 M/min FEED FEED FEED FEED FEED FEED DIAMETER R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) 3MM 11,500 1,040 8,600 770 5,700 510 11,680 1,970 10,640 1,800 4,800 290 5MM 6,900 780 5,200 590 3,400 380 7,040 1,490 6,400 1,350 2,900 220 8MM 4,300 720 3,200 540 2,100 350 4,400 1,390 4,000 1,260 1,800 200 10MM 3,400 640 2,600 490 1,700 320 3,520 1,240 3,200 1,130 1,400 180 12MM 2,900 600 2,100 430 1,400 290 2,880 1,110 2,640 1,020 1,200 160 16MM 2,100 490 1,600 380 1,100 260 2,160 950 2,000 880 900 140 Remarks ※ Uncoated Drills Reduce 30% RPM & FEED Form Coating One. The FEED & RPM may be changed depending on the M/C Conditions, Lubricating & Cooling systems. TABLE 2 G400 Series DSFMA, DSFNA CUTTING EFFECTED LENGTH = 5×D WORKING CARBON STEEL MILD STEEL ALLOY STEEL SG CAST IRON CAST IRON STAINLESS MATERIAL / ALLOY STEEL CODE SS 400 S50C, SCM SKD 61 FC 250 FCD 400 SUS 304 HARDNESS ‒ ‒ HRC 30~40 > HB 240 ‒ ‒ Vc 97 M/min 73 M/min 49 M/min 99 M/min 90 M/min 41 M/min FEED FEED FEED FEED FEED FEED DIAMETER R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) 3MM 10,300 930 7,700 690 5,200 470 10,480 1,770 9,520 1,610 4,300 260 5MM 6,200 700 4,600 520 3,100 350 6,320 1,330 5,760 1,220 2,600 200 8MM 3,900 660 2,900 490 1,900 320 3,920 1,230 3,600 1,130 1,600 180 10MM 3,100 580 2,300 430 1,500 280 3,120 1,100 2,880 1,010 1,300 160 12MM 2,600 530 1,900 390 1,300 270 2,640 1,020 2,400 920 1,100 150 16MM 1,900 450 1,500 350 1,000 240 2,000 880 1,760 780 810 130 Remarks ※ Uncoated Drills Reduce 30% RPM & FEED Form Coating One. The FEED & RPM may be changed depending on the M/C Conditions, Lubricating & Cooling systems. C26