Общий каталог Walter 2017 - страница 414
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022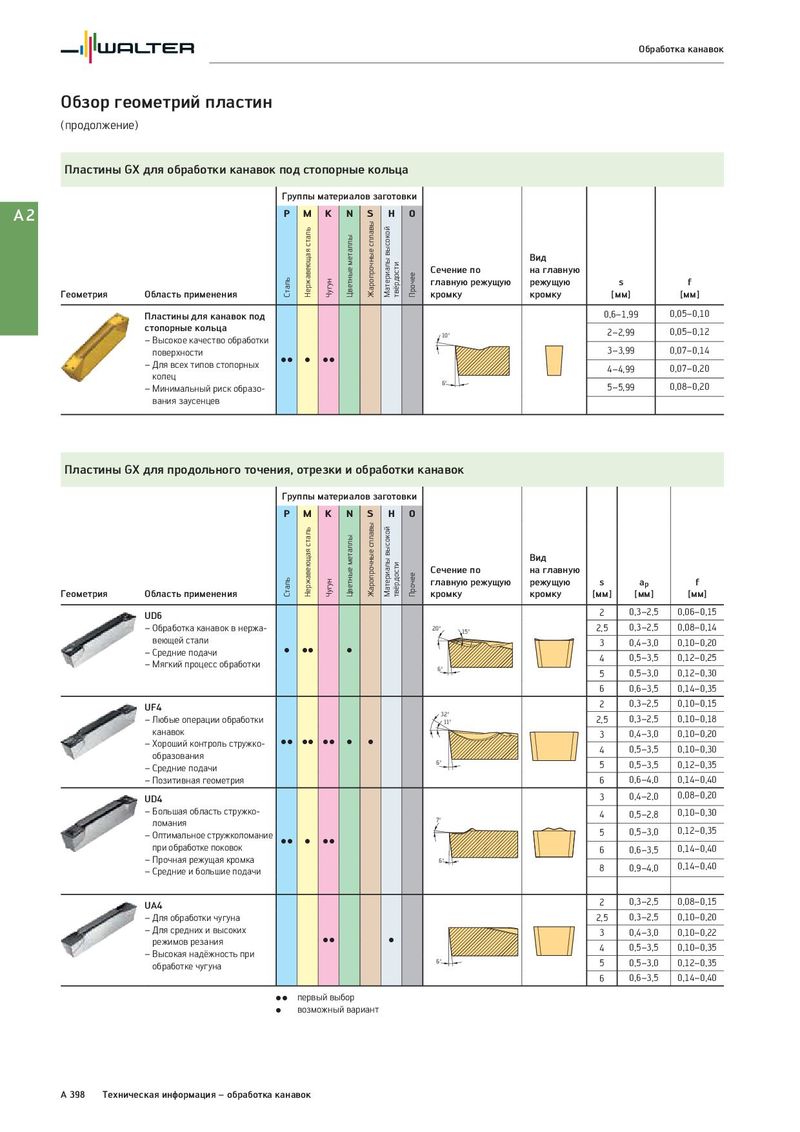
Обработка канавок Обзор геометрий пластин (продолжение) Пластины GX для обработки канавок под стопорные кольца Группы материалов заготовки A2 P M K N S H O Нержавеющая сталь Цветные металлы Жаропрочные сплавы Материалы высокой твёрдости Вид Прочее Сечение по на главную Сталь Чугун главную режущую режущую s f Геометрия Область применения кромку кромку [мм] [мм] Пластины для канавок под 0,6–1,99 0,05–0,10 стопорные кольца 2–2,99 0,05–0,12 – Высокое качество обработки 10° поверхности 3–3,99 0,07–0,14 – Для всех типов стопорных CC C CC колец 4–4,99 0,07–0,20 – Минимальный риск образо- 6° 5–5,99 0,08–0,20 вания заусенцев Пластины GX для продольного точения, отрезки и обработки канавок Группы материалов заготовки P M K N S H O Нержавеющая сталь Цветные металлы Жаропрочные сплавы Материалы высокой твёрдости Вид Прочее Сечение по на главную Сталь Чугун главную режущую режущую s ap f Геометрия Область применения кромку кромку [мм] [мм] [мм] UD6 2 0,3–2,5 0,06–0,15 – Обработка канавок в нержа- 20° 15° 2,5 0,3–2,5 0,08–0,14 веющей стали 3 0,4–3,0 0,10–0,20 – Средние подачи C CC C – Мягкий процесс обработки 4 0,5–3,5 0,12–0,25 6° 5 0,5–3,0 0,12–0,30 6 0,6–3,5 0,14–0,35 UF4 2 0,3–2,5 0,10–0,15 – Любые операции обработки 32° 2,5 0,3–2,5 0,10–0,18 11° канавок 3 0,4–3,0 0,10–0,20 – Хороший контроль стружко- CC CC CC C C образования 4 0,5–3,5 0,10–0,30 – Средние подачи 6° 5 0,5–3,5 0,12–0,35 – Позитивная геометрия 6 0,6–4,0 0,14–0,40 UD4 3 0,4–2,0 0,08–0,20 – Большая область стружко- 4 0,5–2,8 0,10–0,30 ломания 7° – Оптимальное стружколомание 5 0,5–3,0 0,12–0,35 при обработке поковок CC C CC 6 0,6–3,5 0,14–0,40 – Прочная режущая кромка 6° 0,14–0,40 – Средние и большие подачи 8 0,9–4,0 UA4 2 0,3–2,5 0,08–0,15 – Для обработки чугуна 2,5 0,3–2,5 0,10–0,20 – Для средних и высоких 3 0,4–3,0 0,10–0,22 режимов резания CC C – Высокая надёжность при 4 0,5–3,5 0,10–0,35 обработке чугуна 6° 5 0,5–3,0 0,12–0,35 6 0,6–3,5 0,14–0,40 CC первый выбор C возможный вариант A 398 Техническая информация – обработка канавок