Общий каталог Walter 2017 - страница 277
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022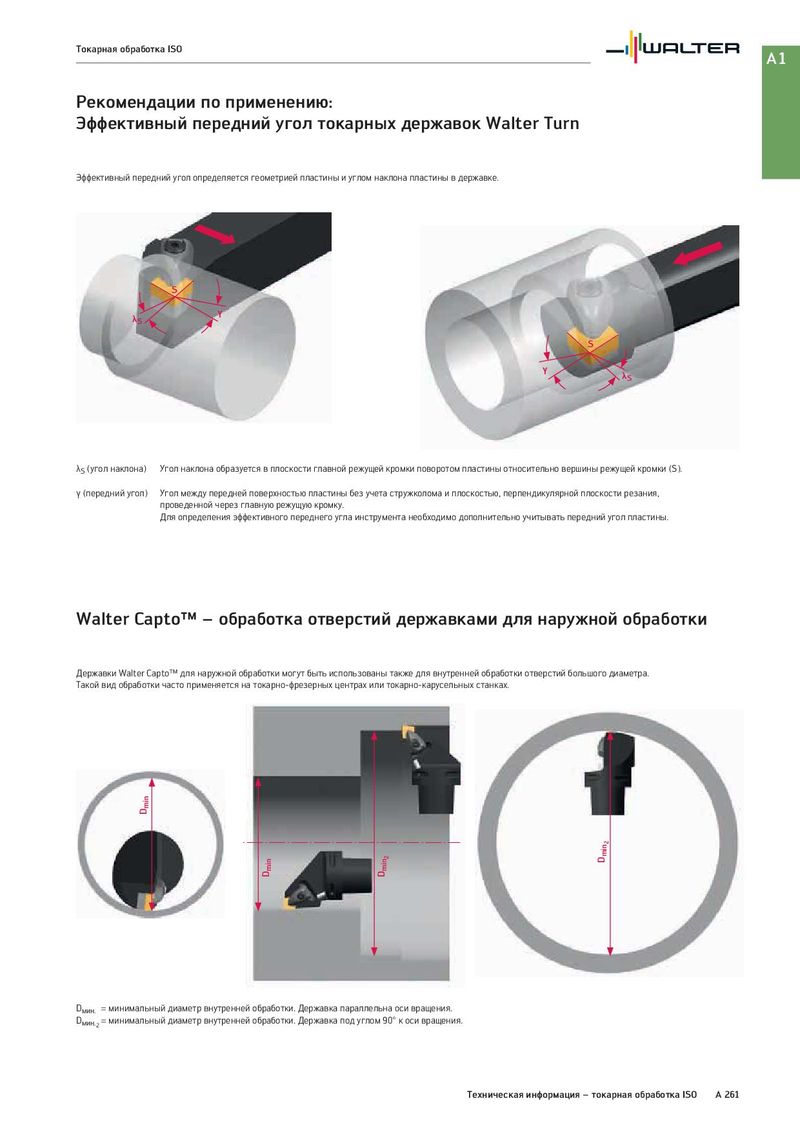
Токарная обработка ISO A1 Рекомендации по применению: Эффективный передний угол токарных державок Walter Turn Эффективный передний угол определяется геометрией пластины и углом наклона пластины в державке. S λS γ S γ λS λS (угол наклона) Угол наклона образуется в плоскости главной режущей кромки поворотом пластины относительно вершины режущей кромки (S). γ (передний угол) Угол между передней поверхностью пластины без учета стружколома и плоскостью, перпендикулярной плоскости резания, проведенной через главную режущую кромку. Для определения эффективного переднего угла инструмента необходимо дополнительно учитывать передний угол пластины. Walter Capto™ – обработка отверстий державками для наружной обработки Державки Walter Capto™ для наружной обработки могут быть использованы также для внутренней обработки отверстий большого диаметра. Такой вид обработки часто применяется на токарно-фрезерных центрах или токарно-карусельных станках. Dmin Dmin Dmin2 Dmin2 Dмин. = минимальный диаметр внутренней обработки. Державка параллельна оси вращения. Dмин.2 = минимальный диаметр внутренней обработки. Державка под углом 90° к оси вращения. Техническая информация – токарная обработка ISO A 261