Общий каталог Walter 2017 - страница 2352
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022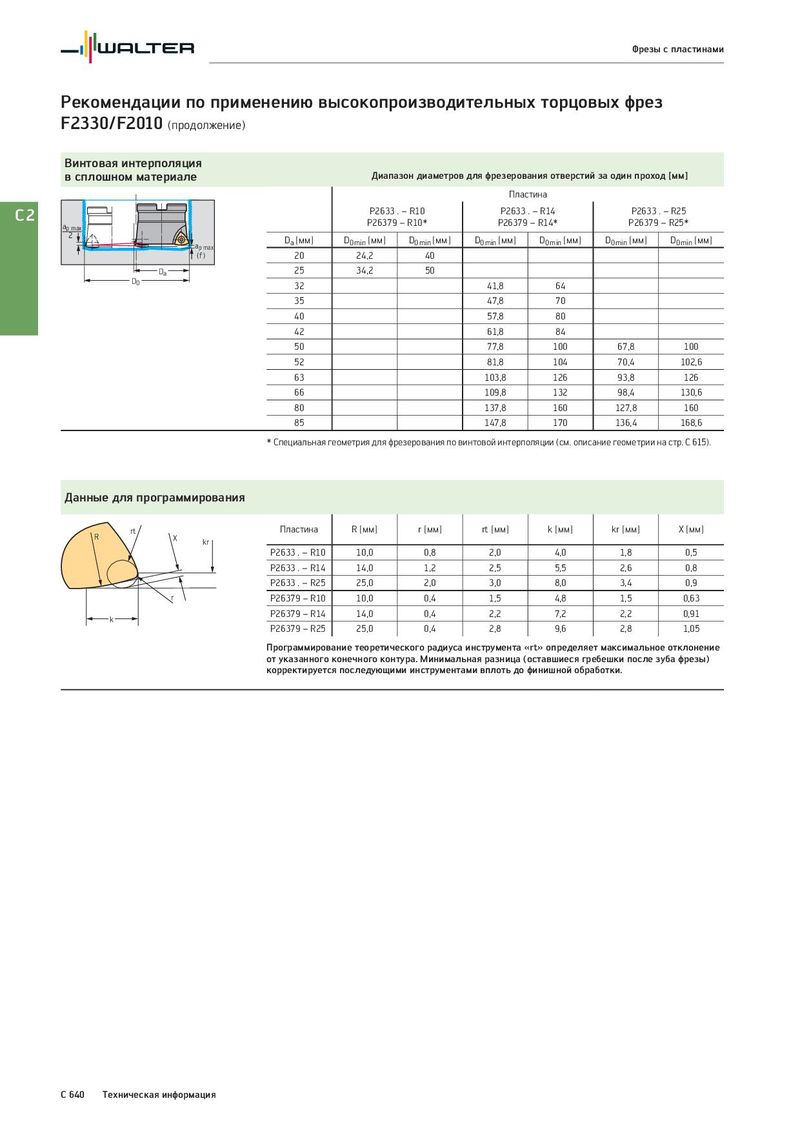
Фрезы с пластинами Рекомендации по применению высокопроизводительных торцовых фрез F2330/F2010 (продолжение) Винтовая интерполяция в сплошном материале Диапазон диаметров для фрезерования отверстий за один проход [мм] Пластина C2 P2633 . – R10 P2633 . – R14 P2633 . – R25 ap max P26379 – R10* P26379 – R14* P26379 – R25* 2 Da [мм] D0 min [мм] D0 min [мм] D0 min [мм] D0 min [мм] D0 min [мм] D0 min [мм] ap max (f) 20 24,2 40 Da 25 34,2 50 D0 32 41,8 64 35 47,8 70 40 57,8 80 42 61,8 84 50 77,8 100 67,8 100 52 81,8 104 70,4 102,6 63 103,8 126 93,8 126 66 109,8 132 98,4 130,6 80 137,8 160 127,8 160 85 147,8 170 136,4 168,6 * Специальная геометрия для фрезерования по винтовой интерполяции (см. описание геометрии на стр. C 615). Данные для программирования R rt Пластина R [мм] r [мм] rt [мм] k [мм] kr [мм] X [мм] X kr P2633 . – R10 10,0 0,8 2,0 4,0 1,8 0,5 P2633 . – R14 14,0 1,2 2,5 5,5 2,6 0,8 P2633 . – R25 25,0 2,0 3,0 8,0 3,4 0,9 r P26379 – R10 10,0 0,4 1,5 4,8 1,5 0,63 k P26379 – R14 14,0 0,4 2,2 7,2 2,2 0,91 P26379 – R25 25,0 0,4 2,8 9,6 2,8 1,05 Программирование теоретического радиуса инструмента «rt» определяет максимальное отклонение от указанного конечного контура. Минимальная разница (оставшиеся гребешки после зуба фрезы) корректируется последующими инструментами вплоть до финишной обработки. C 640 Техническая информация